1 travailler avec les cycles, Définir le cycle avec les softkeys – HEIDENHAIN iTNC 530 (340 422) ISO programming Manuel d'utilisation
Page 224
224
8 Programmation: Cycles
8.1 T
ra
v
ailler a
v
e
c les c
y
cles
8.1 Travailler avec les cycles
Les opérations d'usinage répétitives comprenant plusieurs phases
d'usinage sont mémorisées dans la TNC sous forme de cycles. Il en
va de même pour les conversions de coordonnées et certaines
fonctions spéciales (cf. tableau à la page suivante).
Les cycles d'usinage portant un numéro à partir de 200 utilisent les
paramètres Q comme paramètres de transfert. Les paramètres de
même fonction que la TNC utilise dans différents cycles portent
toujours le même numéro: Ainsi, par exemple, Q200 correspond
toujours à la distance d'approche, Q202 à la profondeur de passe, etc.
Définir le cycle avec les softkeys
U
U
U
U
La barre de softkeys affiche les différents groupes de
cycles
U
U
U
U
Sélectionner le groupe de cycles, par exemple, les
cycles de perçage
U
U
U
U
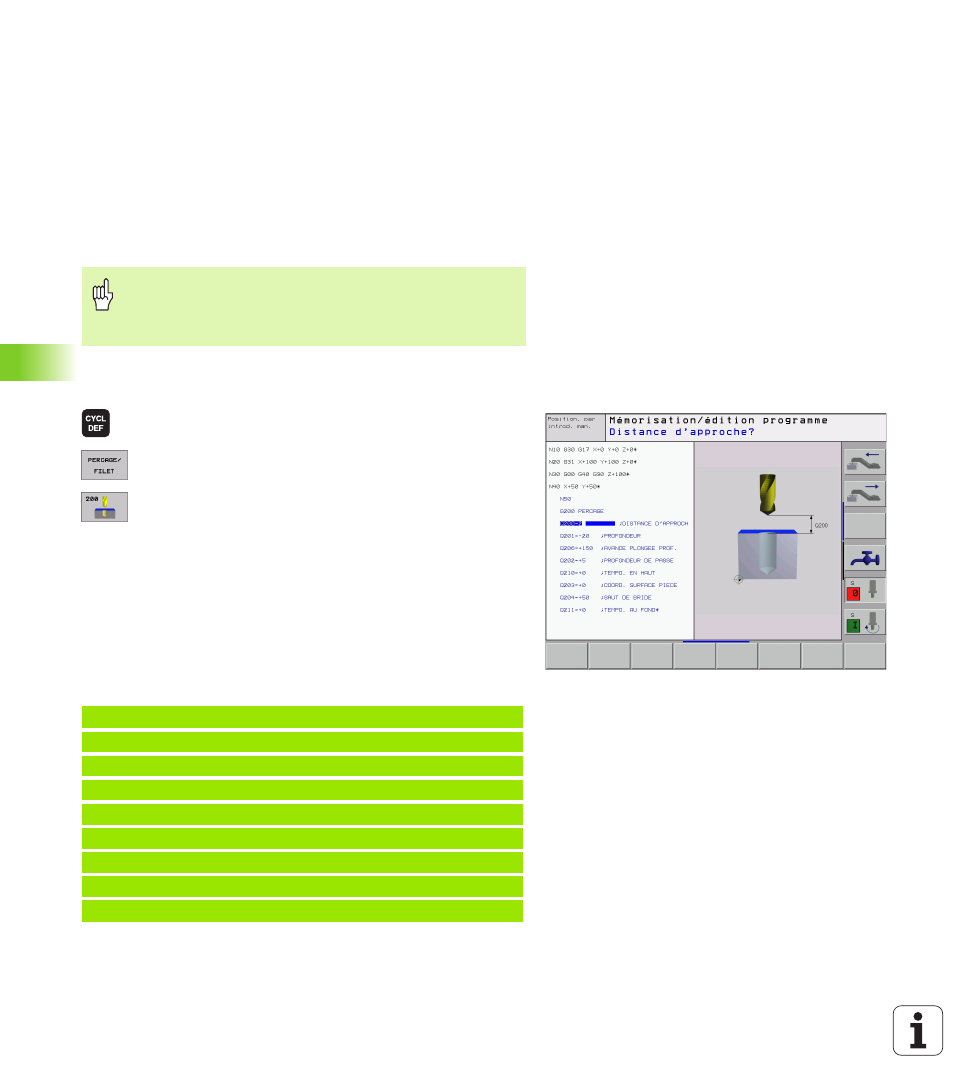
Sélectionner le cycle, par exemple PERCAGE. La TNC
ouvre un dialogue et réclame toutes les données
d’introduction requises; en même temps, la TNC
affiche dans la moitié droite de l'écran un graphisme
dans lequel le paramètre à introduire est en
surbrillance
U
U
U
U
Introduisez tous les paramètres réclamés par la TNC
et validez chaque introduction avec la touche ENT.
U
U
U
U
La TNC ferme le dialogue lorsque vous avez introduit
toutes les données requises
Exemple de séquence CN
Pour remédier aux erreurs d'introduction des données lors
de la définition du cycle, testez graphiquement le
programme avant de l'exécuter (cf. „Test de programme”
à la page 463)!
N10 G200 PERCAGE
Q200=2
;DISTANCE D'APPROCHE
Q201=3
;PROFONDEUR
Q206=150
;AVANCE PLONGÉE PROF.
Q202=5
;PROFONDEUR DE PASSE
Q210=0
;TEMPO. EN HAUT
Q203=+0
;COORD. SURFACE PIÈCE
Q204=50
;SAUT DE BRIDE
Q211=0.25
;TEMPO. AU FOND