Rainurage (cycle g74) – HEIDENHAIN iTNC 530 (340 422) ISO programming Manuel d'utilisation
Page 313
iTNC 530 HEIDENHAIN
313
8.4 Cy
cles de fr
aisag
e
de poc
h
es, t
e
nons et r
a
inur
es
U
U
U
U
Distance d'approche
Q200 (en incrémental): Distance
entre la pointe de l'outil et la surface de la pièce
U
U
U
U
Profondeur
Q201 (en incrémental): Distance entre la
surface de la pièce et le fond du tenon
U
U
U
U
Avance plongée en profondeur
Q206: Vitesse de
déplacement de l'outil lors du déplacement jusqu'à la
profondeur, en mm/min. Si vous plongez dans la
matière, introduisez une faible valeur; si vous plongez
dans le vide, introduisez alors une avance plus élevée
U
U
U
U
Profondeur de passe
Q202 (en incrémental): Distance
parcourue par l'outil en une passe; introduire une
valeur supérieure à 0
U
U
U
U
Avance fraisage
Q207: Vitesse de déplacement de
l'outil lors du fraisage, en mm/min.
U
U
U
U
Coordonnée surface pièce
Q203 (en absolu):
Coordonnée de la surface de la pièce
U
U
U
U
Saut de bride
Q204 (en incrémental): Coordonnée
dans l'axe de broche excluant toute collision entre
l'outil et la pièce (matériels de serrage)
U
U
U
U
Centre 1er axe Q216
(en absolu): Centre du tenon
dans l'axe principal du plan d'usinage
U
U
U
U
Centre 2ème axe Q217
(en absolu): Centre du tenon
dans l'axe auxiliaire du plan d'usinage
U
U
U
U
Diamètre pièce brute
Q222: Diamètre du tenon
ébauché pour le calcul du pré-positionnement;
introduire un diamètre de la pièce brute supérieur au
diamètre de la pièce finie
U
U
U
U
Diamètre pièce finie
Q223: Diamètre du tenon
après usinage; introduire un diamètre de la pièce finie
inférieur au diamètre de la pièce brute
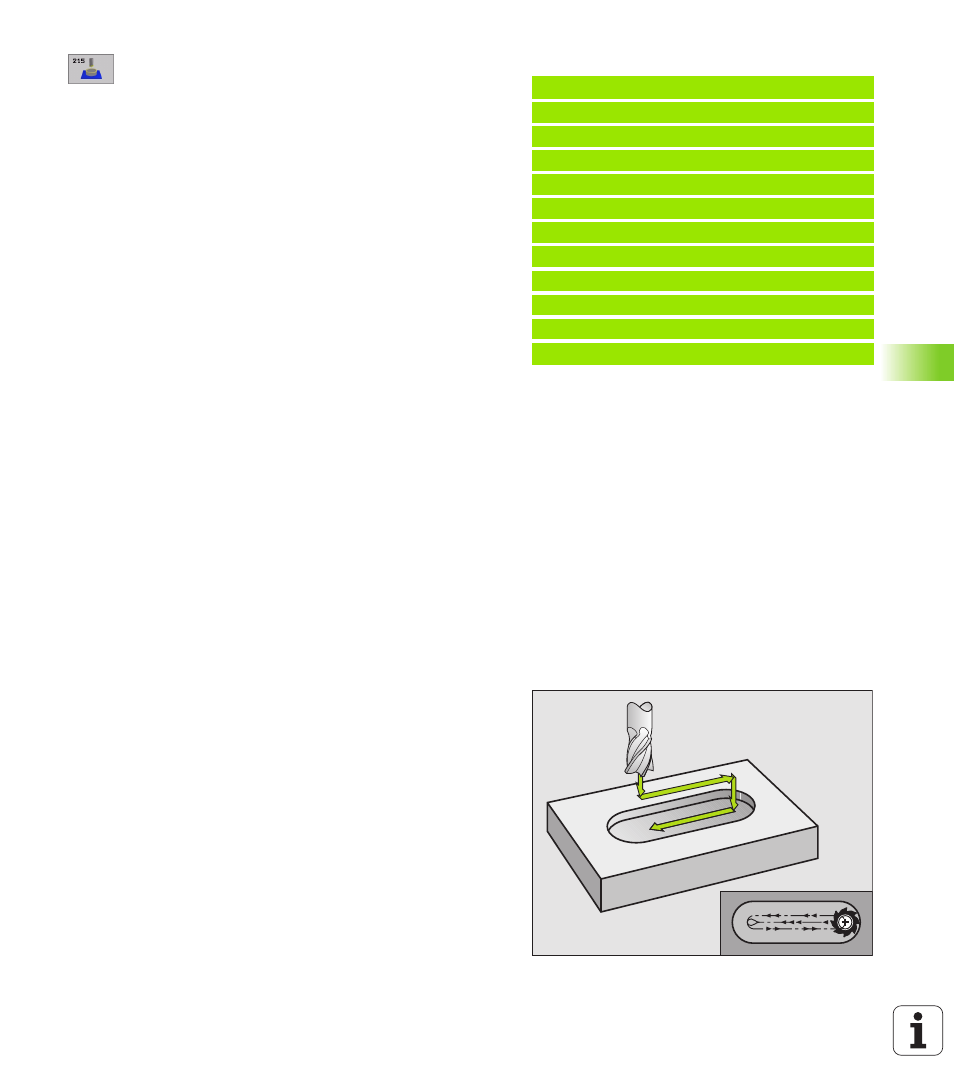
RAINURAGE (cycle G74)
Ebauche
1
La TNC décale l'outil vers l'intérieur, d'une valeur correspondant à
la surépaisseur de finition (la moitié de la différence entre la largeur
de la rainure et le diamètre de l'outil). Partant de là, l'outil plonge
dans la pièce et fraise dans le sens longitudinal de la rainure
2
A la fin de la rainure, l'outil effectue une plongée en profondeur et
fraise en sens inverse. Ce processus est répété jusqu'à ce que la
profondeur de fraisage soit atteinte
Finition
3
Au fond de la rainure, la TNC déplace l'outil sur une trajectoire
circulaire tangentielle au contour externe. L'outil effectue ensuite
la finition du contour en avalant (avec M3)
Exemple: Séquences CN
N430 G215 FIN. TENON CIRCULAIRE
Q200=2
;DISTANCE D'APPROCHE
Q201=-20
;PROFONDEUR
Q206=150
;AVANCE PLONGÉE PROF.
Q202=5
;PROFONDEUR DE PASSE
Q207=500
;AVANCE FRAISAGE
Q203=+30
;COORD. SURFACE PIÈCE
Q204=50
;SAUT DE BRIDE
Q216=+50
;CENTRE 1ER AXE
Q217=+50
;CENTRE 2ÈME AXE
Q222=81
;DIAM. PIÈCE BRUTE
Q223=80
;DIAM. PIÈCE FINIE