2 calcul aut o matique des points de référ e nce – HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Manuel d'utilisation
Page 85
iTNC 530 HEIDENHAIN
85
3.2 Calcul aut
o
matique des points de référ
e
nce
8
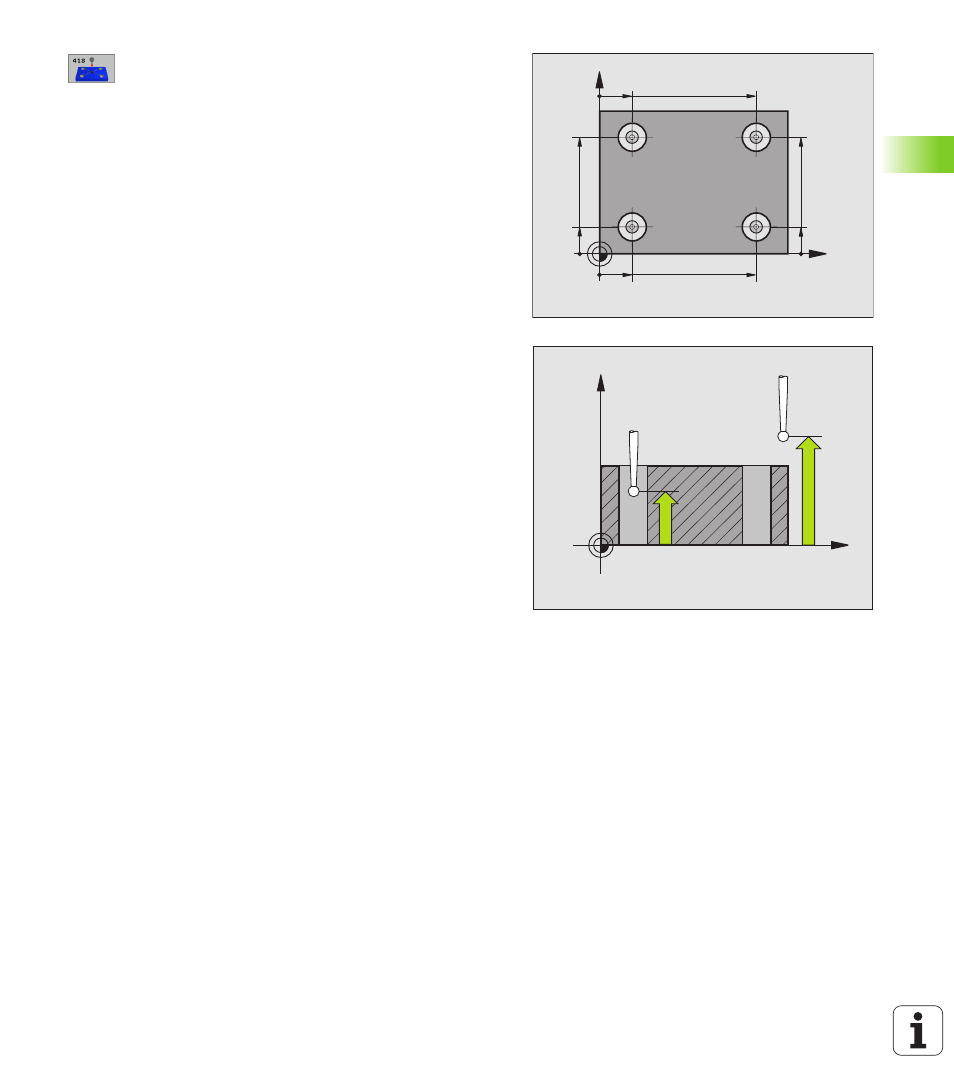
1er centre sur 1er axe
Q268 (en absolu): Centre du
1er trou dans l'axe principal du plan d'usinage
8
1er centre sur 2ème axe
Q269 (en absolu): Centre du
1er trou dans l'axe auxiliaire du plan d'usinage
8
2ème centre sur 1er axe
Q270 (en absolu): Centre du
2ème trou dans l'axe principal du plan d'usinage
8
2ème centre sur 2ème axe
Q271 (en absolu): Centre du
2ème trou dans l'axe auxiliaire du plan d'usinage
8
3ème centre sur 1er axe
Q316 (en absolu): Centre du
3ème trou dans l'axe principal du plan d'usinage
8
3ème centre sur 2ème axe
Q317 (en absolu): Centre
du 3ème trou dans l'axe auxiliaire du plan d'usinage
8
4ème centre sur 1er axe
Q318 (en absolu): Centre du
4ème trou dans l'axe principal du plan d'usinage
8
4ème centre sur 2ème axe
Q319 (en absolu): Centre
du 4ème trou dans l'axe auxiliaire du plan d'usinage
8
Hauteur mesure dans l'axe du palpeur
Q261 (en
absolu): Coordonnée du centre de la bille (=point de
contact) dans l'axe du palpeur sur lequel doit être
effectuée la mesure
8
Hauteur de sécurité
Q260 (en absolu): Coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (matériels de serrage)
X
Y
Q269
Q268
Q270
Q317
Q271
Q318
Q316
Q319
X
Z
Q261
Q260