Exécution du contour avec les cycles sl – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuel d'utilisation
Page 330
iTNC 530 HEIDENHAIN
305
8
.8 Cy
cles
S
L
a
v
e
c f
o
rm
ule d
e
co
nt
o
u
r
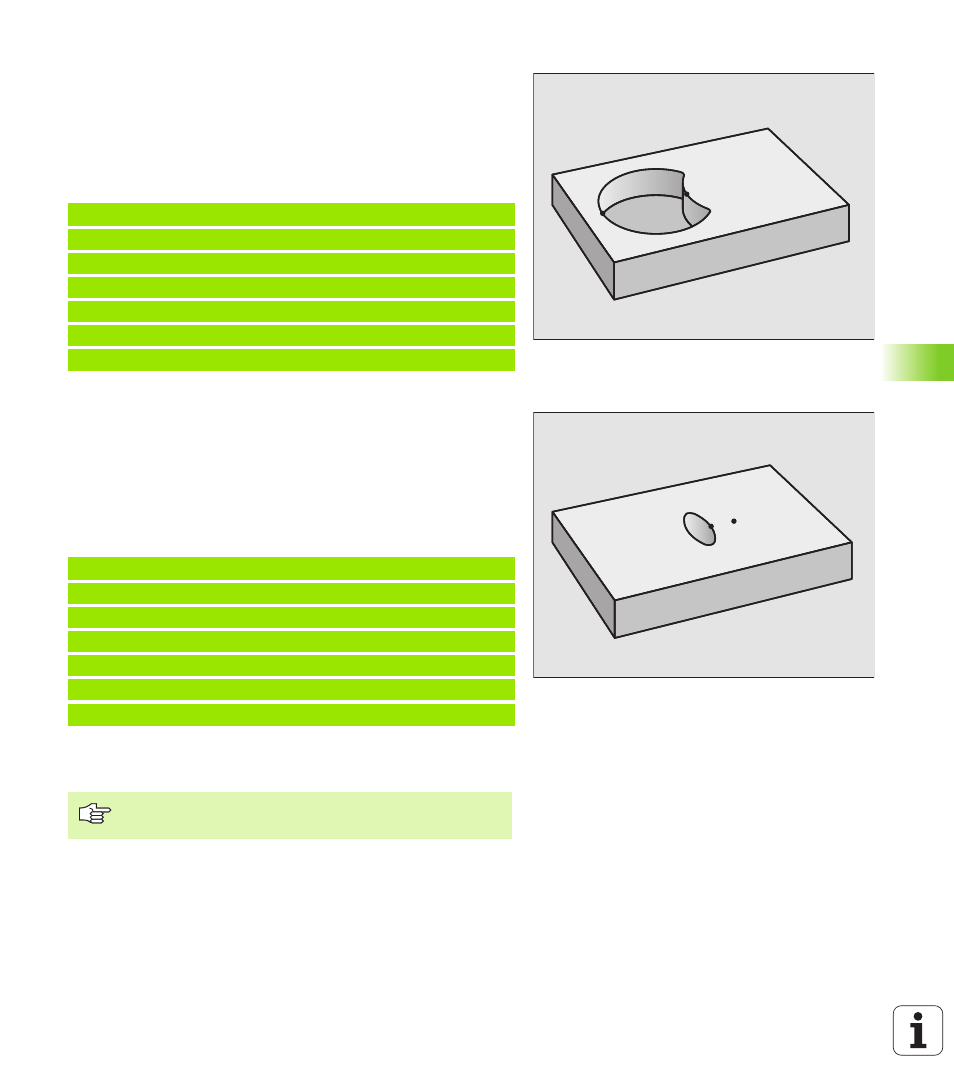
Surface „différentielle“
La surface A doit être usinée sans la partie recouverte par B:
n
Les surfaces A et B doivent être programmées sans correction de
rayon dans des programmes séparés
n
Dans la formule de contour, la surface B est soustraite de la surface
A en utilisant la fonction “intersection avec complément de“
Programme de définition de contour:
Surface „d'intersection“
La surface commune de recouvrement de A et de B doit être usinée.
Les surfaces avec simple recouvrement doivent rester non usinées.
n
Les surfaces A et B doivent être programmées sans correction de
rayon dans des programmes séparés
n
Dans la formule de contour, les surfaces A et B sont prises en
compte avec la fonction “intersection avec“
Programme de définition de contour:
Exécution du contour avec les cycles SL
A
B
N50 ...
N60 ...
N70 DECLARE CONTOUR QC1 = “POCHE_A.H“
N80 DECLARE CONTOUR QC2 = “POCHE_B.H“
N90 QC10 = QC1 \ QC2
N100 ...
N110 ...
A
B
N50 ...
N60 ...
N70 DECLARE CONTOUR QC1 = “POCHE_A.H“
N80 DECLARE CONTOUR QC2 = “POCHE_B.H“
N90 QC10 = QC1 & QC2
N100 ...
N110 ...
L'usinage du contour entier s'effectue avec les cycles SL
G120 à G124 (cf. „Cycles SL, groupe II” à la page 276)