5 contournages – coordonnées polaires, Origine des coordonnées polaires: pôle i, j – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuel d'utilisation
Page 176
iTNC 530 HEIDENHAIN
151
6.5 Con
tou
rn
ag
es – Coo
rdo
nn
ées pola
ir
e
s
6.5 Contournages – Coordonnées
polaires
Sommaire des contournages avec coordonnées
polaires
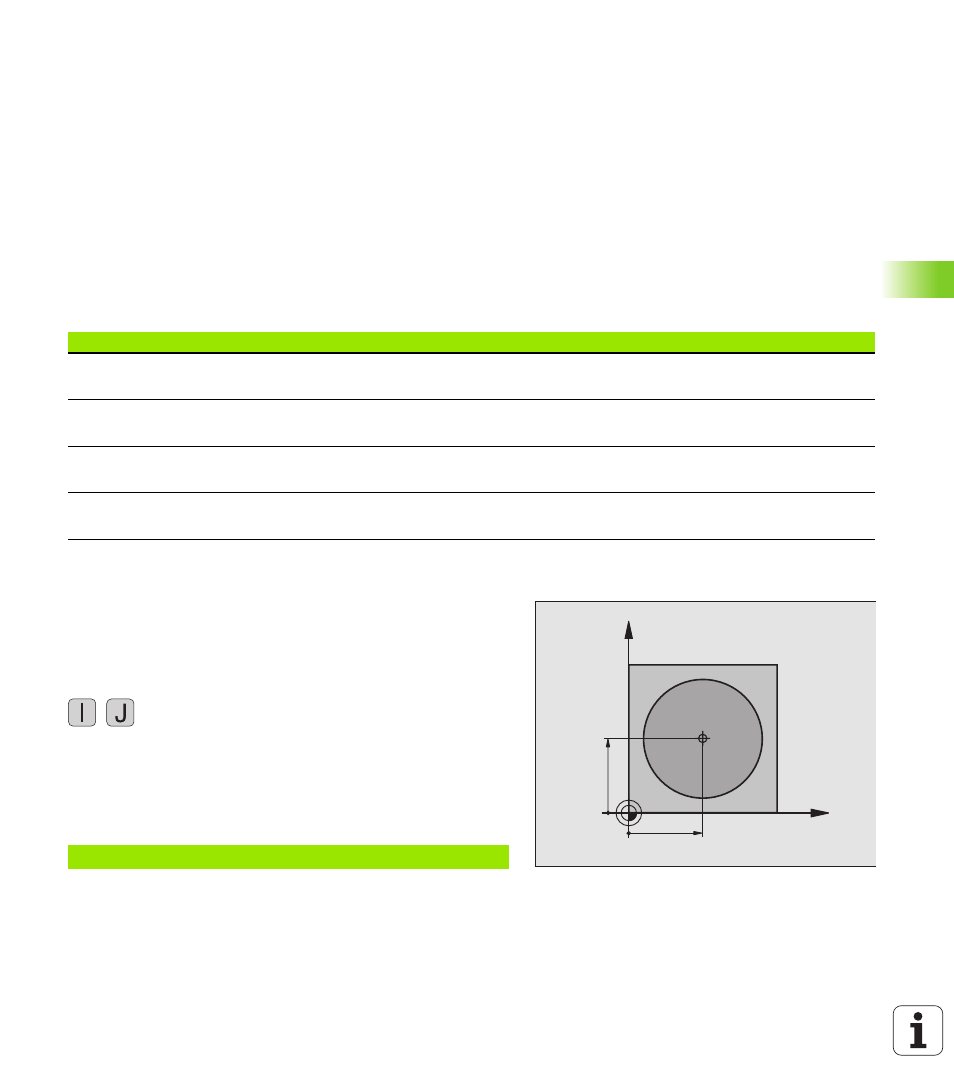
Les coordonnées polaires vous permettent de définir une position par
un angle H et une distance R par rapport à un pôle I, J défini
précédemment (cf. „Définition du pôle et de l'axe de référence
angulaire”, page 38).
Les coordonnées polaires sont intéressantes à utiliser pour:
n
les positions sur des arcs de cercle
n
les plans avec données angulaires (ex. cercles de trous)
Origine des coordonnées polaires: Pôle I, J
Avant d'indiquer les positions en coordonnées polaires, vous pouvez
définir le pôle I, J à n'importe quel endroit du programme d'usinage.
Pour définir le pôle, procédez de la même manière que pour la
programmation du centre de cercle.
Programmation
U
U
U
U
Introduire les coordonnées cartésiennes pour le pôle
ou
pour valider la dernière position programmée:
Introduire G29. Définir le pôle avant de programmer
les coordonnées polaires. Ne programmer le pôle
qu'en coordonnées cartésiennes. Le pôle reste actif
jusqu'à ce que vous programmiez un nouveau pôle.
Exemple de séquences CN
Déplacement de l’outil
Fonction
Données nécessaires
Droite en avance d'usinage
Droite en avance rapide
Rayon polaire du point final de la droite
Trajectoire circulaire sens horaire
Trajectoire circulaire sens anti-horaire
Angle polaire du point final du cercle
Trajectoire circulaire correspondant au sens de rotation
actif
G15
Angle polaire du point final du cercle
Trajectoire circulaire avec raccordement tangentiel à
l'élément de contour précédent
Rayon polaire, angle polaire du point final du cercle
N120 I+45 J+45 *
X
Y
X=I
Y=J