Alesage a l'outil (cycle g202) – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuel d'utilisation
Page 228
iTNC 530 HEIDENHAIN
203
8.3 Cy
cles de p
e
rçag
e, tar
a
u
d
ag
e et fr
aisag
e
de filets
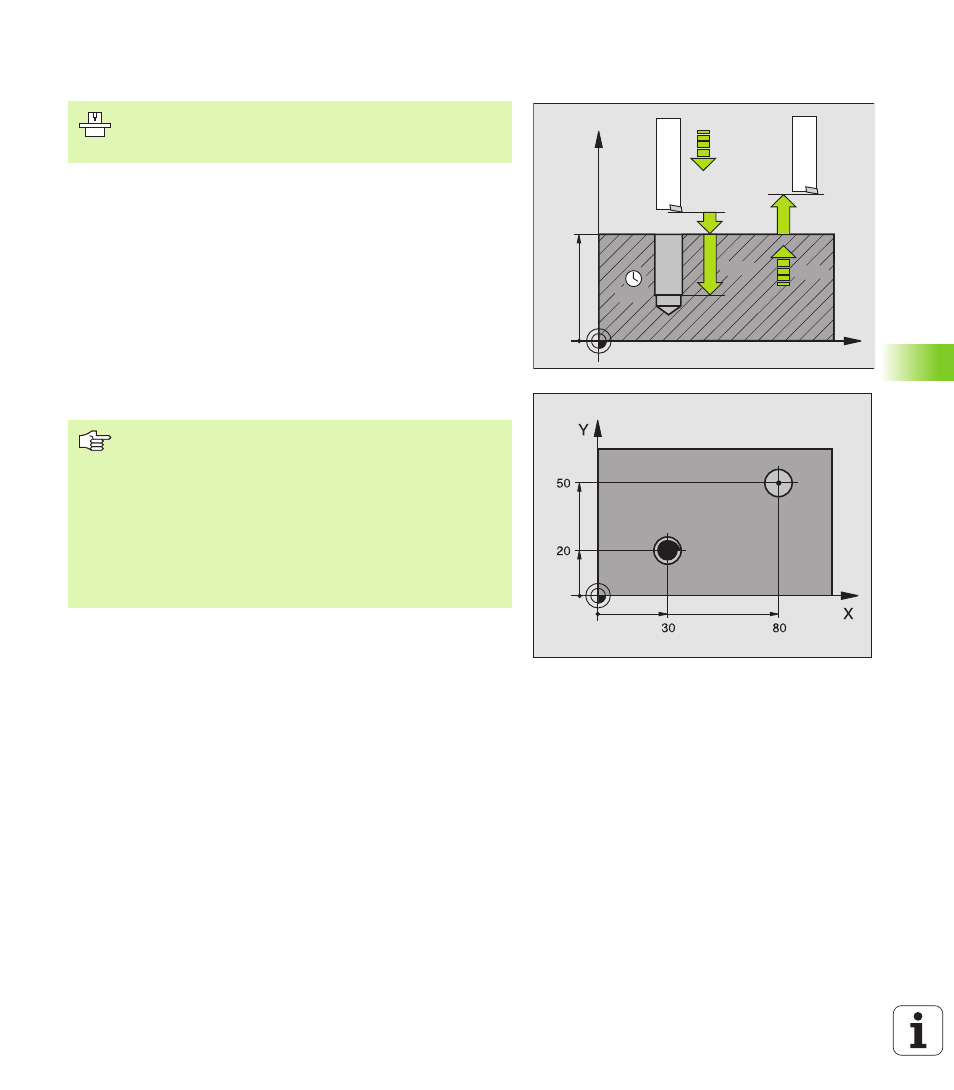
ALESAGE A L'OUTIL (cycle G202)
1
La TNC positionne l'outil dans l'axe de broche en avance rapide, à
la distance d'approche, au-dessus de la surface de la pièce
2
Avec l'avance de perçage, l'outil perce à la profondeur
3
Au fond du trou, l'outil exécute une temporisation – si celle-ci est
programmée – avec broche en rotation pour casser les copeaux
4
Puis la TNC effectue une rotation de la broche à la
position 0°
5
Si le dégagement d’outil a été sélectionné, la TNC dégage l’outil à
0,2 mm (valeur fixe) dans la direction programmée
6
Pour terminer, la TNC rétracte l'outil suivant l'avance de retrait à la
distance d'approche puis, de là, en avance rapide et – si celui-ci est
programmé – au saut de bride. Si Q214=0, le retrait s'effectue sur
la paroi du trou
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
La machine et la TNC doivent avoir été préparées par le
constructeur de la machine pour l'utilisation du cycle
G202.
Remarques avant que vous ne programmiez
Programmer la séquence de positionnement du point
initial (centre du trou) dans le plan d’usinage avec
correction de rayon G40.
Le signe du paramètre de cycle Profondeur détermine le
sens de l’usinage. Si vous programmez Profondeur = 0, la
TNC n'exécutera pas le cycle.
En fin de cycle, la TNC rétablit les états de l'arrosage et de
la broche qui étaient actifs avant l'appel du cycle.