Arrondi d'angle: m90 – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuel d'utilisation
Page 190
iTNC 530 HEIDENHAIN
165
7.4
F
o
n
c
tio
n
s aux
iliair
es p
o
u
r le co
mpo
rt
e
ment d
e
co
nt
o
u
rn
ag
e
7.4 Fonctions auxiliaires pour le
comportement de contournage
Arrondi d'angle: M90
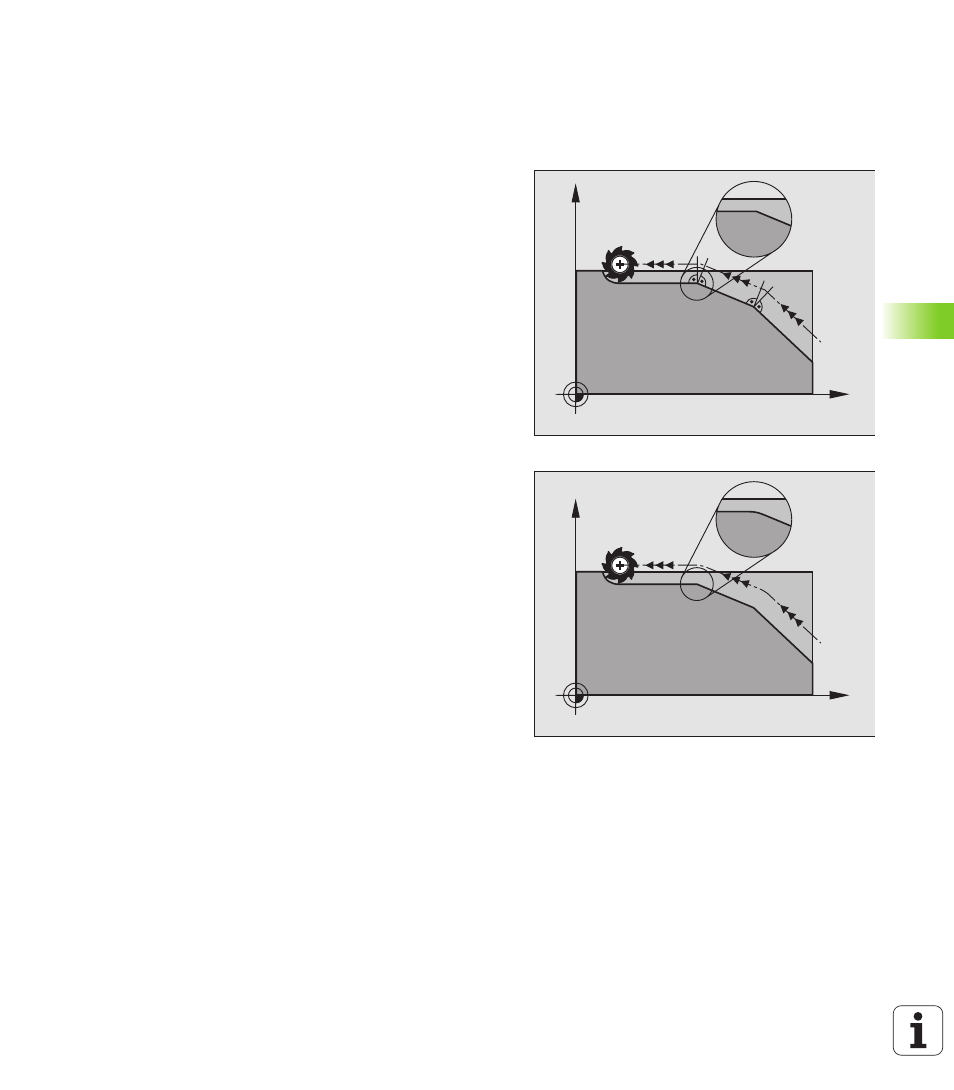
Comportement standard
Avec les séquences de positionnement sans correction du rayon
d’outil, la TNC arrête brièvement l’outil aux angles (arrêt précis).
Avec les séquences de programme avec correction du rayon (G41/
G42
), la TNC insère automatiquement un cercle de transition aux
angles externes.
Comportement avec M90
L'outil est déplacé aux angles à vitesse de contournage constante: Les
coins sont arrondis et la surface de la pièce est plus lisse. La durée
d'usinage s'en trouve en outre réduite. Cf. figure de droite, au centre.
Exemple d'application: Surfaces formées de petits segments de
droite.
Effet
M90 n’est active que dans la séquence de programme où elle a été
programmée.
M90 devient active en début de séquence. Le mode erreur de
poursuite doit être sélectionné.
X
Y
X
Y