Droite en avance d'usinage droite en avance rapide, G10 g11, Rayon polaire du point final de la droite – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuel d'utilisation
Page 177: G12 g13, Angle polaire du point final du cercle, Actif, 5 con tou rn ag es – coo rdo nn ées pola ir e s
152
6 Programmation: Programmer les contours
6.5 Con
tou
rn
ag
es – Coo
rdo
nn
ées pola
ir
e
s
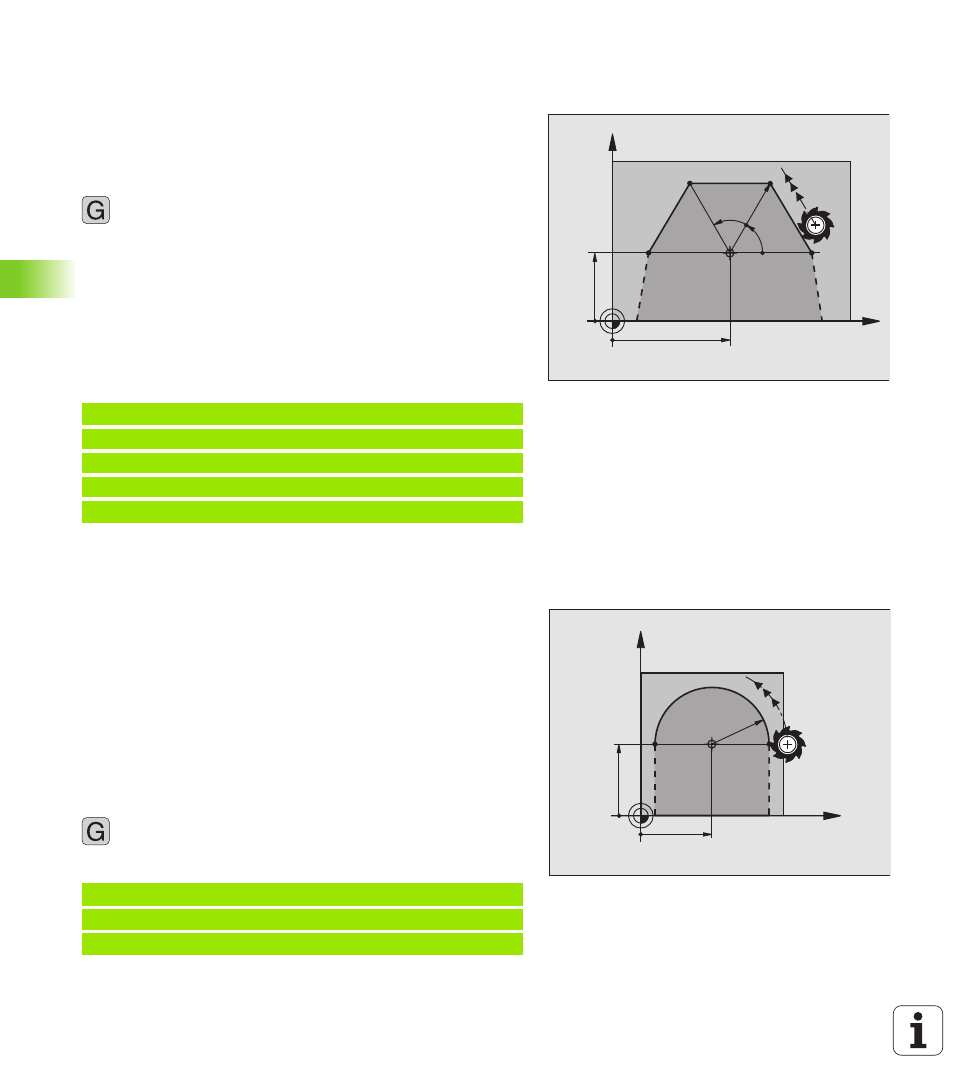
Droite en avance rapide G10
Droite en avance d'usinage G11 F . . .
L'outil se déplace sur une droite allant de sa position actuelle jusqu'au
point final de la droite. Le point initial correspond au point final de la
séquence précédente.
Programmation
U
U
U
U
Rayon polaire R: Introduire la distance entre le point
final de la droite et le pôle I, J
U
U
U
U
Angle polaire H: Position angulaire du point final de la
droite comprise entre –360° et +360°
Le signe de H est déterminé par l'axe de référence angulaire:
n
Angle compris entre l'axe de référence angulaire et R, sens anti-
horaire: H >0
n
Angle compris entre l'axe de référence angulaire et R, sens horaire:
H<0
Exemple de séquences CN
Trajectoire circulaire G12/G13/G15 autour du
pôle I, J
Le rayon en coordonnées polaires R est en même temps le rayon de
l'arc de cercle. R est défini par la distance séparant le point initial du
pôleI, J. La dernière position d'outil programmée avant la séquence
G12
, G13 ou G15 correspond au point initial de la trajectoire circulaire.
Sens de rotation
n
sens horaire: G12
n
sens anti-horaire: G13
n
sans indication de sens: G15. La TNC se déplace sur la trajectoire
circulaire dans le dernier sens programmé.
Programmation
U
U
U
U
Angle polaire H: Position angulaire du point final de la
trajectoire circulaire comprise entre -5400° et +5400°
Exemple de séquences CN
N120 I+45 J+45 *
N130 G11 G42 R+30 H+0 F300 M3 *
N140 H+60 *
N150 G91 H+60 *
N160 G90 H+180 *
X
Y
45
25
60°
60°
30
CC
11
N180 I+25 J+25 *
N190 G11 G42 R+20 H+0 F250 M3 *
N200 G13 H+180 *
X
Y
25=I
25=J
R20
13