Pre-percage (cycle g121), G121 pre-percage (utilisation facultative), 7 cy cles sl, gr ou pe ii – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuel d'utilisation
Page 307
282
8 Programmation: Cycles
8.7 Cy
cles SL, gr
ou
pe II
PRE-PERCAGE (cycle G121)
Déroulement du cycle
Dito cycle G83 Perçage profond, cf. „Cycles de perçage, taraudage et
fraisage de filets”, page 196.
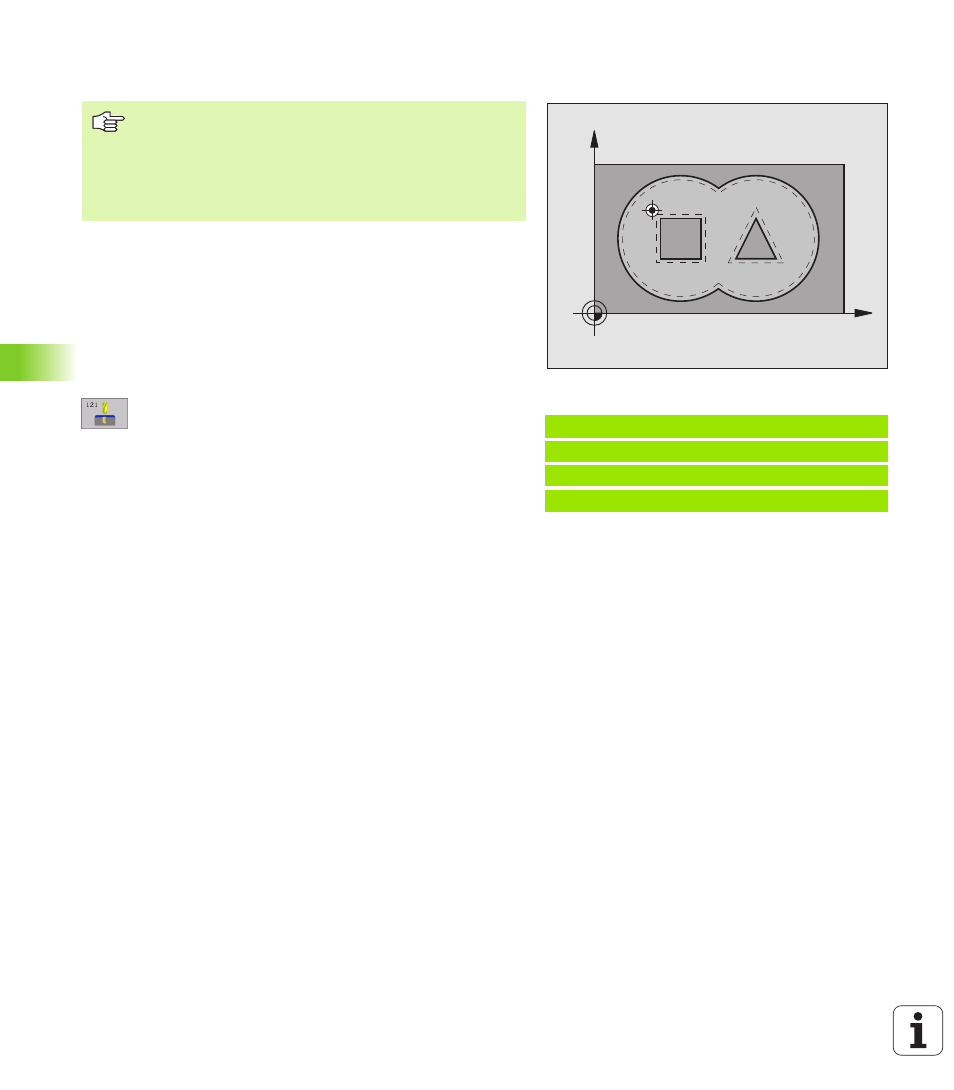
Applications
Pour les points de plongée, le cycle G121 PRE-PERCAGE tient compte
de la surépaisseur de finition latérale, de la surépaisseur de finition en
profondeur, et du rayon de l'outil d'évidement. Les points de plongée
sont aussi points initiaux pour l'évidement.
U
U
U
U
Profondeur de passe
Q10 (en incrémental): Distance
parcourue par l'outil en une passe (signe „–“ avec
sens d'usinage négatif)
U
U
U
U
Avance plongée en profondeur
Q11: Avance de
perçage en mm/min.
U
U
U
U
Numéro outil d'évidement
Q13: Numéro de l'outil
d'évidement
Exemple: Séquences CN
N58 G121 PRÉ-PERÇAGE
Q10=+5
;PROFONDEUR DE PASSE
Q11=100
;AVANCE PLONGÉE PROF.
Q13=1
;OUTIL D'ÉVIDEMENT
X
Y
Pour le calcul des points de plongée, la TNC ne tient pas
compte d'une valeur Delta DR programmée dans la
séquence T.
Aux endroits resserrés, il se peut que la TNC ne puisse
effectuer un pré-perçage avec un outil plus gros que l'outil
d'ébauche.