Fraisage de poche (cycle g75, g76) – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuel d'utilisation
Page 268
iTNC 530 HEIDENHAIN
243
8.4 Cy
cles de fr
aisag
e
de p
o
c
h
es, t
e
n
o
n
s
e
t r
a
inu
re
s
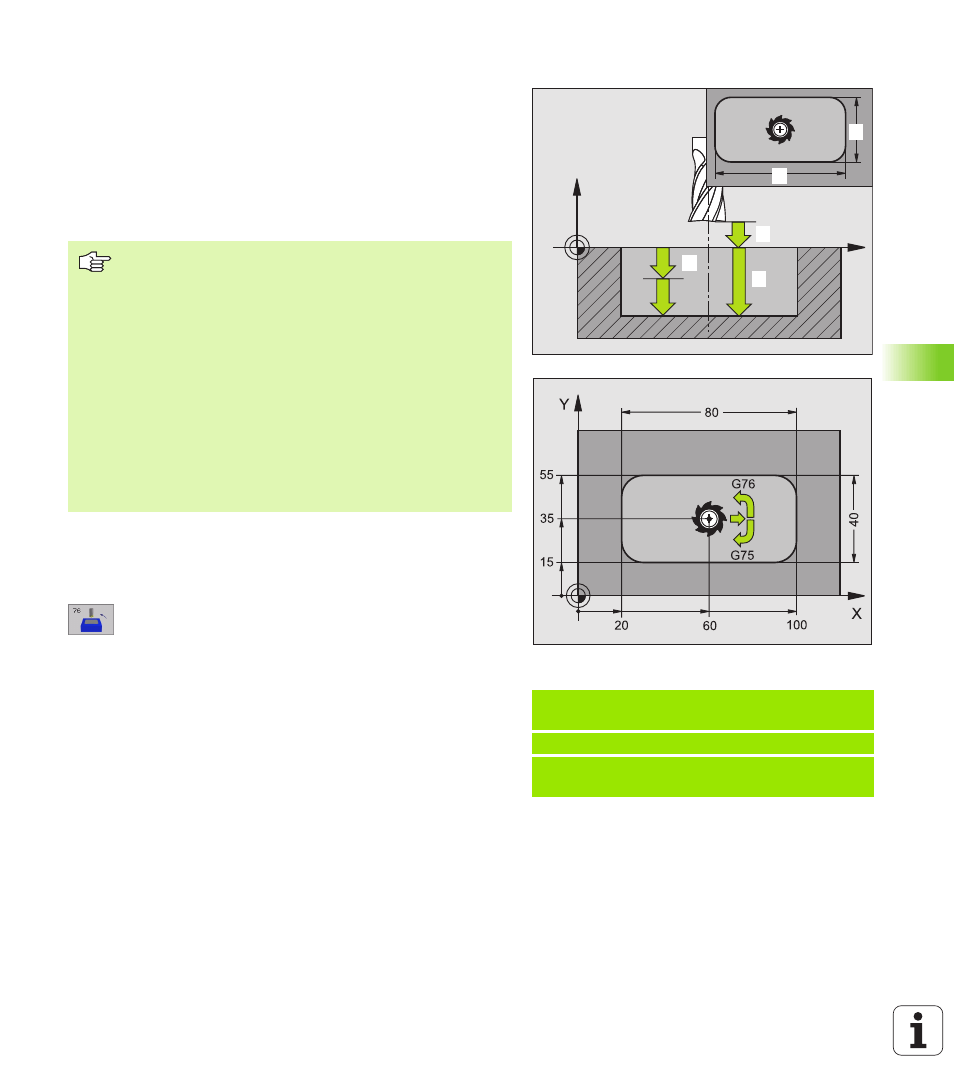
FRAISAGE DE POCHE (cycle G75, G76)
1
L'outil plonge dans la pièce à la position initiale (au centre de la
poche) et se déplace à la première profondeur de passe
2
Il se déplace ensuite dans le sens positif du côté le plus long –
lorsqu'il s'agit de poches carrées, dans le sens positif de l'axe Y –
puis évide la poche de l'intérieur vers l'extérieur
3
Ce processus est répété (1 à 2) jusqu'à ce que la profondeur soit
atteinte
4
A la fin du cycle, la TNC rétracte l'outil à sa position initiale
Sens de rotation lors de l'évidement
n
sens horaire: G75 (DR-)
n
sens anti-horaire: G76 (DR+)
U
U
U
U
Distance d'approche
1
(en incrémental): Distance
entre la pointe de l'outil (position initiale) et la surface
de la pièce
U
U
U
U
Profondeur de fraisage
2
(en incrémental): Distance
entre la surface de la pièce et le fond de la poche
U
U
U
U
Profondeur de passe
3
(en incrémental): Distance
parcourue par l'outil en une passe. L'outil se déplace
en une passe à la profondeur lorsque:
n
Profondeur de passe égale à la profondeur
n
Profondeur de passe supérieure à la profondeur
U
U
U
U
Avance plongée en profondeur
: Vitesse de
déplacement de l'outil lors de la plongée
U
U
U
U
1er côté
4
: Longueur de la poche parallèle à l'axe
principal du plan d'usinage
U
U
U
U
2ème côté
5
: Largeur de la poche
U
U
U
U
Avance F
: Vitesse de déplacement de l'outil dans le
plan d'usinage
Exemple: Séquences CN
N27 G75 P01 2 P02 -20 P03 5 P04 100
P05 X+80 P06 Y+40 P07 275 P08 5 *
...
N35 G76 P01 2 P02 -20 P03 5 P04 100
P05 X+80 P06 Y+40 P07 275 P08 5 *
X
Z
11
12
13
14
15
Remarques avant que vous ne programmiez
Utiliser une fraise à denture frontale (DIN 844) ou effectuer
un pré-perçage au centre de la poche.
Pré-positionnement au-dessus du centre de la poche avec
correction de rayon G40.
Programmer la séquence de positionnement du point
initial dans l’axe de broche (distance d'approche au-dessus
de la surface de la pièce).
Le signe du paramètre de cycle Profondeur détermine le
sens de l’usinage. Si vous programmez Profondeur = 0, la
TNC n'exécutera pas le cycle.
Condition requise pour la longueur du 2ème côté: 2ème
côté supérieur à [(2 x rayon d'arrondi) + passe latérale k].