HEIDENHAIN TNC 426 (280 476) Manuel d'utilisation
Page 256
230
8 Programmation: Cycles
8.3 Cy
cles de perçag
e, tar
a
udag
e
et fr
aisag
e
de filets
TARAUDAGE RIGIDE (sans mandrin de
compensation (cycle 17)
La TNC usine le filet sans mandrin de compensation en une ou
plusieurs étapes.
Avantages par rapport au cycle de taraudage avec mandrin de
compensation:
n
Vitesse d’usinage plus élevée
n
Répétabilité sur le même filet dans la mesure où la broche s’oriente
en position 0° lors de l’appel du cycle (dépend du paramètre-
machine 7160)
n
Plus grande plage de déplacement de l’axe de broche due à
l’absence du mandrin de compensation
U
U
U
U
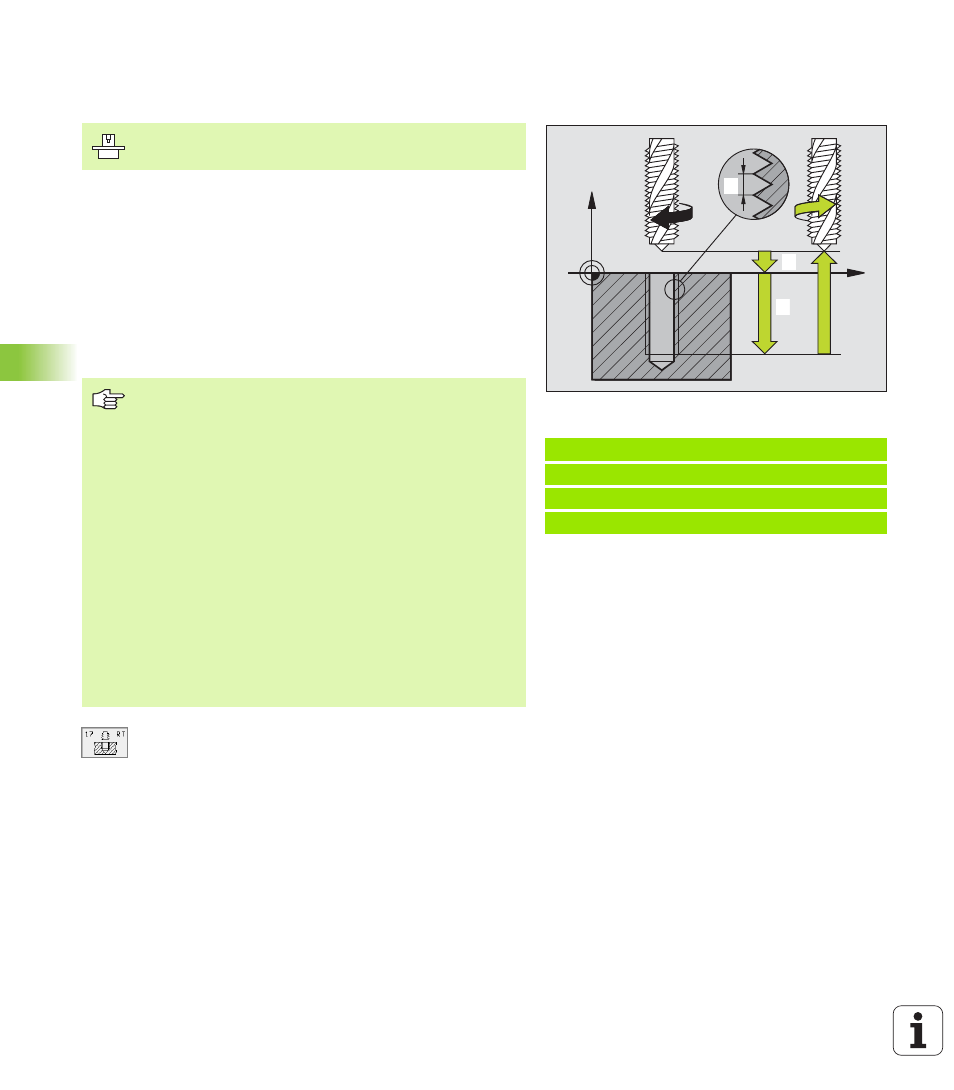
Distance d'approche
1
(en incrémental): Distance
entre la pointe de l'outil (position initiale) et la surface
de la pièce
U
U
U
U
Profondeur de perçage
2
(en incrémental): Distance
entre la surface de la pièce (début du filet) et la fin du
filet
U
U
U
U
Pas de vis
3
:
Pas de la vis. Le signe détermine le sens du filet vers
la droite ou vers la gauche:
+= filet à droite
–= filet à gauche
Exemple: Séquences CN
18 CYCL DEF 17.0 TARAUDAGE RIGIDE
19 CYCL DEF 17,1 DIST. 2
20 CYCL DEF 17,2 PROF. -20
21 CYCL DEF 17,3 PAS +1
X
Z
1111
12
13
La machine et la TNC doivent avoir été préparées par le
constructeur de la machine.
Remarques avant que vous ne programmiez
Programmer la séquence de positionnement du point
initial (centre du trou) dans le plan d’usinage avec
correction de rayon R0.
Programmer la séquence de positionnement du point
initial dans l’axe de broche (distance d'approche au-dessus
de la surface de la pièce).
Le signe du paramètre Profondeur de perçage détermine
le sens de l’usinage.
La TNC calcule l'avance en fonction de la vitesse de
rotation. Si vous actionnez le potentiomètre de broche
pendant le taraudage, la TNC règle automatiquement
l'avance
Le potentiomètre d’avance est inactif.
En fin de cycle, la broche est immobile. Avant l'opération
d'usinage suivante, réactiver la broche avec M3 (ou M4).