Rayon d'outil r, Valeurs delta pour longueurs et rayons, Introduire les données d'outils dans le programme – HEIDENHAIN TNC 426 (280 476) Manuel d'utilisation
Page 126: 2 données d'outils
100
5 Programmation: Outils
5.2 Données d'outils
Rayon d'outil R
Introduisez directement le rayon d’outil R.
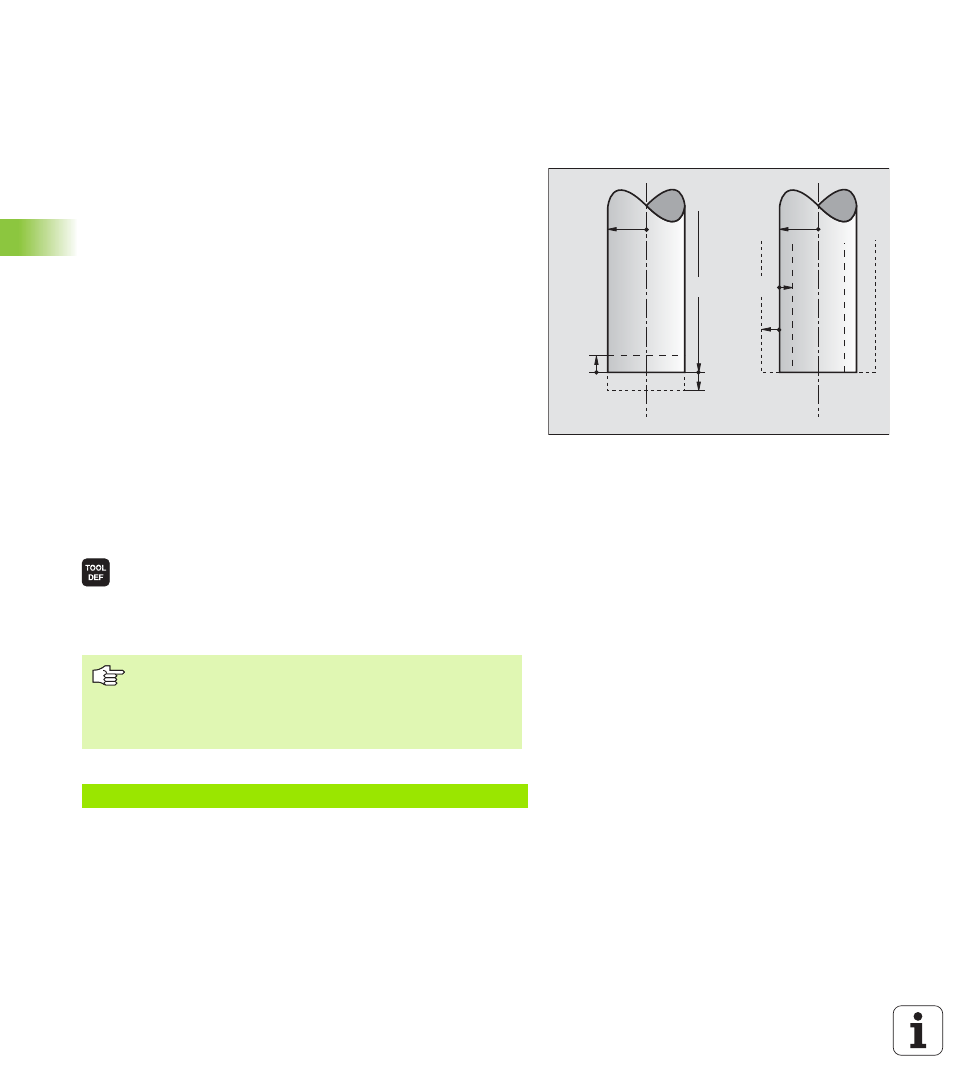
Valeurs Delta pour longueurs et rayons
Les valeurs Delta indiquent les écarts de longueur et de rayon des
outils.
Une valeur Delta positive correspond à une surépaisseur (DL, DR,
DR2>0). Pour un usinage avec surépaisseur, introduisez la valeur de
surépaisseur en programmant l'appel d'outil avec TOOL CALL .
Une valeur Delta négative correspond à une réduction d'épaisseur
(DL, DR, DR2<0). Elle est introduite pour l’usure d’outil dans le tableau
d’outils.
Les valeurs Delta à introduire sont des valeurs numériques. Dans une
séquence TOOL CALL, vous pouvez également introduire la valeur
sous forme de paramètre Q.
Plage d’introduction: Les valeurs Delta ne doivent pas excéder
±99,999 mm.
Introduire les données d'outils dans le
programme
Pour un outil donné, vous définissez une fois dans une séquence
TOOL DEF le numéro, la longueur et le rayon:
U
U
U
U
Sélectionner la définition d'outil: appuyer sur la touche TOOL DEF
U
U
U
U
Numéro d'outil :pour désigner l'outil sans ambiguïté
U
U
U
U
Longueur d'outil :Valeur de correction pour la
longueur
U
U
U
U
Rayon d'outil :Valeur de correction pour le rayon
Exemple
DR<0
DR>0
DL<0
R
DL>0
L
R
Pendant le dialogue, vous pouvez insérer directement la
valeur de longueur dans le champ de dialogue à l’aide de
la touche „Prise en compte de position effective“. Veillez
à ce que l’axe d’outil soit sélectionné dans l’affichage
d’état.
4 TOOL DEF 5 L+10 R+5