Remarque – Greenheck Canopy Hoods (476062 IOM) Manuel d'utilisation
Page 19
19
Hottes de cuisine • Type I et Type II
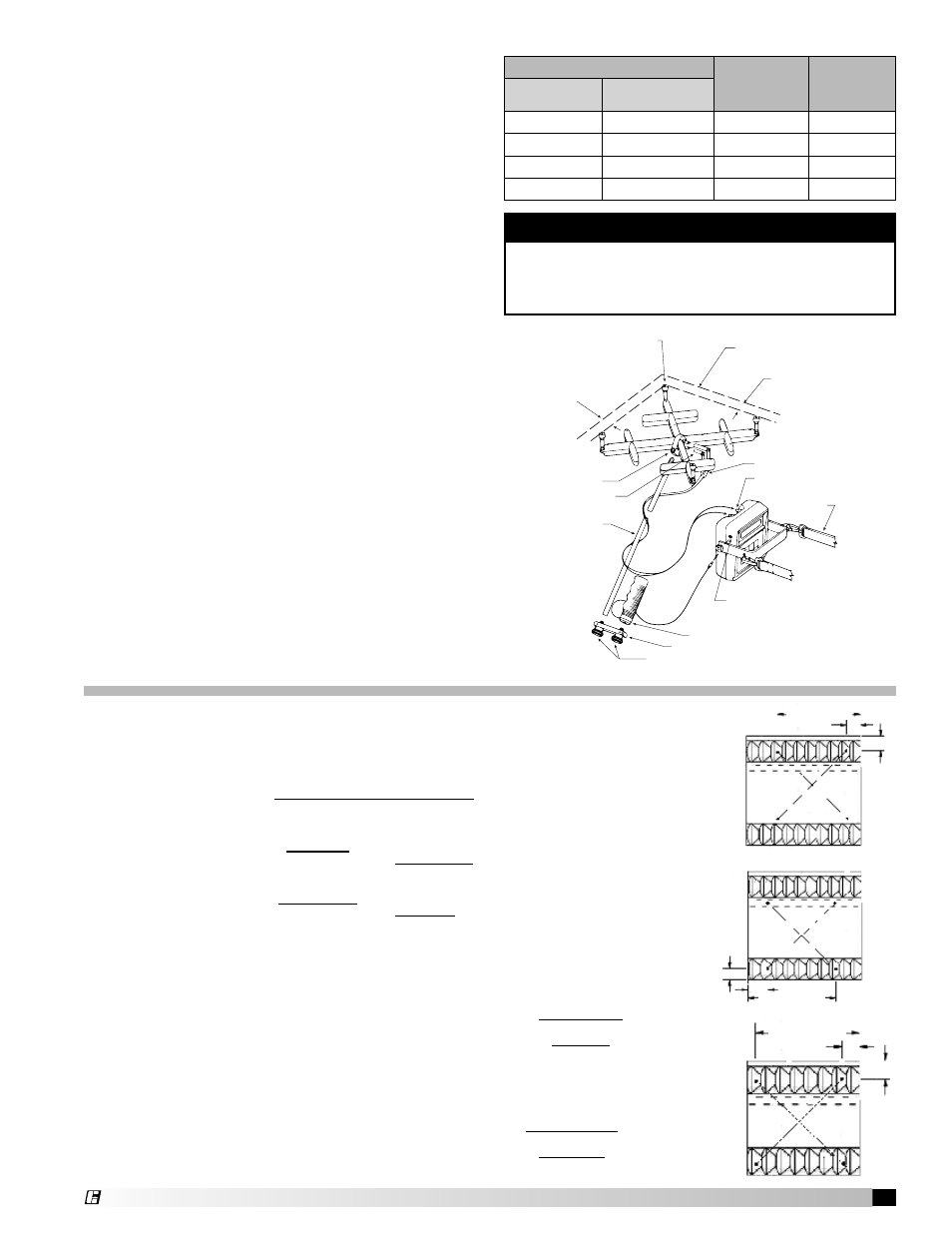
Fig. 17
REMARQUE
Pour obtenir une précision optimale, multiplier la vitesse de
chaque filtre par son facteur de conversion puis additionner
les débits. Le calcul de la moyenne des vitesses mesurées
pour tous les filtres peut induire une erreur.
Filtres haut rendement Grease-X-Tractor™ ou
système de multifiltration Grease Grabber™ -
Méthode Shortridge
A. Extraction
Tous les filtres étant en place, déterminer le volume
d’extraction total de la hotte à l’aide d’un système de mesure
Shortridge comme suit :
1. Tout l’équipement de cuisson doit être en marche. Si la hotte
un système interne d’air d’appoint en court-circuit, celui-ci
doit être coupé.
2. Mesurer les vitesses d’air
•
Mettre le système Shortridge en place. Laisser tout
les trous de la sonde VelGrid ouvertes. Ne PAS couvrir
de ruban les trous qui ne sont pas au-dessus d’une
ouverture. Cela est pris en compte par le facteur de
conversion.
•
Pour les filtres de 500 mm (20 po) de haut, placer la
sonde comme sur les Fig. 15 et 16. Moyenner les deux
mesures.
•
Pour les filtres de 400 mm (16 po) de haut, placer la
sonde comme sur la Fig. 17.
•
Pour les filtres de 500 mm (20 po) de large, placer la
sonde au-dessus des côtés gauche et droit du filtre.
Moyenner les deux mesures.
• Effectuer les mesures de vitesse pour chaque filtre.
3. Calculer le débit volumétrique de chaque filtre comme suit :
Pour calculer la vitesse moyenne sur chaque filtre,
additionner les mesures de vitesse et diviser par le nombre
de mesures pour chaque filtre.
Multiplier la vitesse moyenne par le facteur de conversion
pour obtenir le débit volumétrique sur chaque filtre.
4. Pour calculer le débit volumétrique total de la hotte,
additionner le débit volumétrique de chaque filtre individuel
calculé à l’étape 3.
Exemple :
Vitesses mesurées pour un filtre de 500 x 500 mm (20 x 20 po).
Bord de la zone active
d’admission/refoulement
Garder une marge
de 38 mm
Garder une marge
de 38 mm
Placer les entretoises d’espacement
contre la face de la grille d’admission
ou de refoulement, le filtre,
le serpentin, etc.
Faisceau de tubes
Bandoulière
Prise pour lecture externe
Tiges de rallonge
Support articulé
Connecteurs de tube
Poignée à bouton-poussoir et fiche
Support de poignée
Vis moletées captives
Ports d’entrée de pression
Taille nominale du filtre (H x L)
Facteur de
conversion
impérial
Facteur de
conversion
métrique
Pouces
Millimètres
16 x 16
400 x 400
1,53
pi
2
0,142
m
2
16 x 20
400 x 500
2,00
pi
2
0,185
m
2
20 x 16
500 x 400
2,25
pi
2
0,209
m
2
20 x 20
500 x 500
3,00
pi
2
0,279
m
2
14,25 in.
(361,95 mm)
14,25 in.
(361,95 mm)
2,75 in.
(69,85 mm)
2,75 in.
(69,85 mm)
2,75 in.
(69,85 mm)
2,75 in.
(69,85 mm)
Fig. 15
14,25 in.
(361,95 mm)
14,25 in.
(361,95 mm)
2,75 in.
(69,85 mm)
2,75 in.
(69,85 mm)
2,75 in.
(69,85 mm)
2,75 in.
(69,85 mm)
14,75 in.
(374,65 mm)
14,75 in.
(374,65 mm)
3,25 in.
(82,55 mm)
3,25 in.
(82,55 mm)
2,5 in.
(63,5 mm)
2,5 in.
(63,5 mm)
Vitesse moyenne de la
fente
=
Somme des mesures de vitesse
Nombre de mesures
(Impérial)
=
198 + 205
2
= 201,5 pi/min
(Métrique)
=
3021 + 3749
2
= 3385 m/h
Débit total de la hotte
=
(Débit du filtre 1)
+
…
+
(Débit du filtre X)
(Impérial)
=
604,5 + 600,3 + 592,4 + 613,3
=
2410,5 pi
3
/min
(Métrique)
=
944 + 1020 + 1006 + 1042
=
4012 m
3
/h
Débit pour un filtre
=
Facteur de
conversion
x
Vitesse
moyenne
(Impérial)
=
3,0
x
201,5 pi/min
=
604,5 pi
3
/min
(Métrique)
=
0,279
x
3385 m/h
=
944 m
3
/h
Fig. 16
®