HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 431
TAILLAGE ROUE DENTEE (cycle 880, DIN/ISO : G880) 12.31
12
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
431
interprète l'avance en millimètres par tour, sans
M136 en millimètres par minute.
Surépaisseur diamètre Q483 (en incrémental) :
surépaisseur diamètre sur le contour défini .
Avance de finition Q505 : vitesse d'avance lors de
la finition. Avec M136, la TNC interprète l'avance en
millimètres par tour, sans M136 en millimètres par
minute.
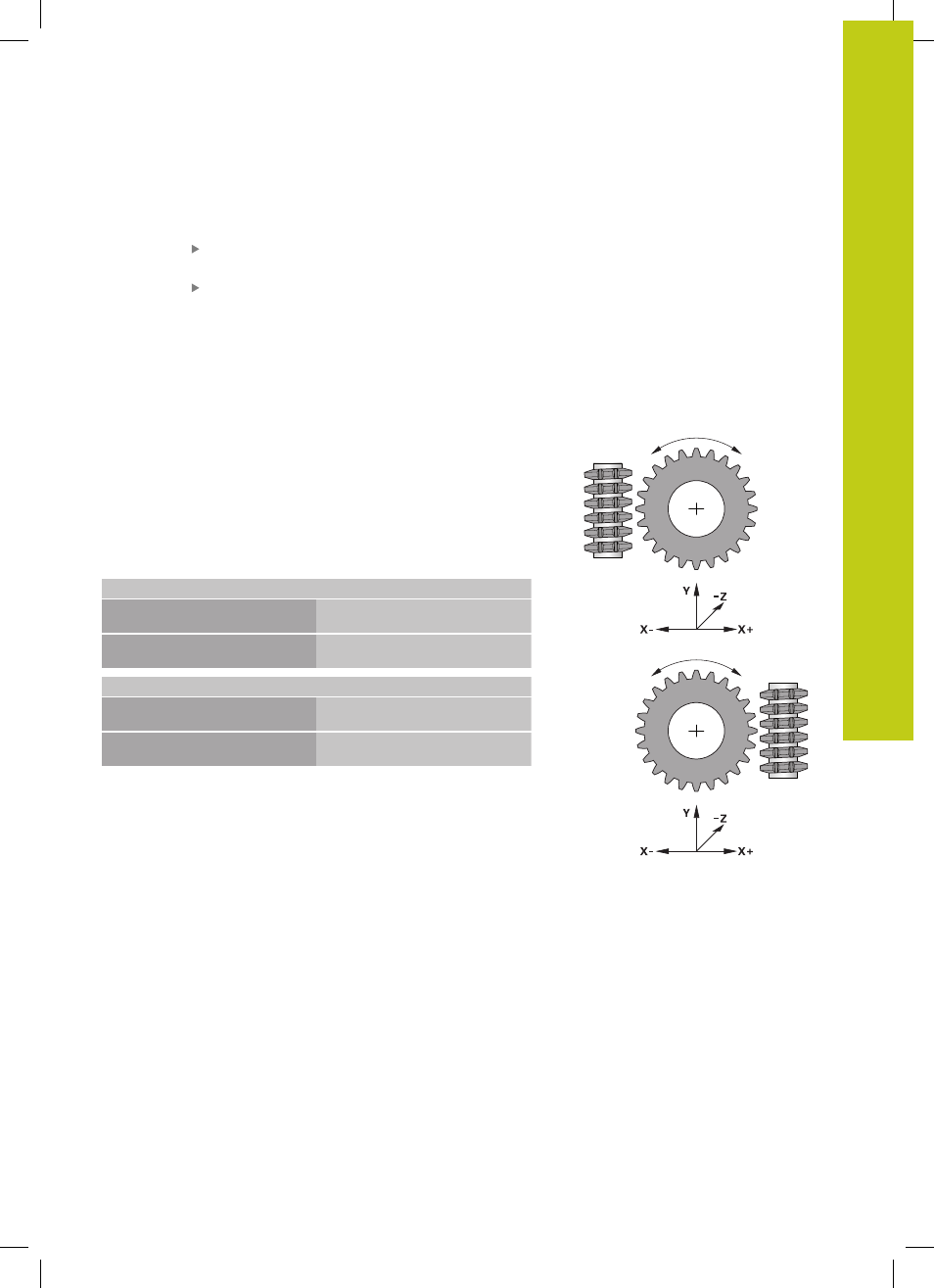
Sens de rotation en fonction du côté de l'outil
(Q550)
Pour calculer le sens de rotation de la table :
1
Quel outil ? (coupant à droite ou à gauche ?)
2
Quel côté doit être usiné ? X+ (Q550=0) / X- (Q550=1)
3
Le sens de rotation de la table figure dans l'un des deux
tableaux !
Sélectionnez donc le tableau comportant le sens
de rotation de l'outil (
coupant à droite/à gauche
). Consultez
le tableau pour connaître le sens de rotation de la table pour le
côté à usiner
X+ (Q550=0) / X- (Q550=1)
.
Outil : outil coupant à droite M3
Côté à usiner
X+ (Q550=0)
Sens de rotation de la table :
dans le sens horaire (M303)
Côté à usiner
X- (Q550=1)
Sens de rotation de la table :
dans le sens anti-horaire (M304)
Outil : outil coupant à gauche M4
Côté à usiner
X+ (Q550=0)
Sens de rotation de la table :
dans le sens anti-horaire (M304)
Côté à usiner
X- (Q550=1)
Sens de rotation de la table :
dans le sens horaire (M303)
(M303)
(M304)
(M303)
(M304)