Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 205
FINITION LATERALE (cycle 24, DIN/ISO : G124)
7.8
7
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
205
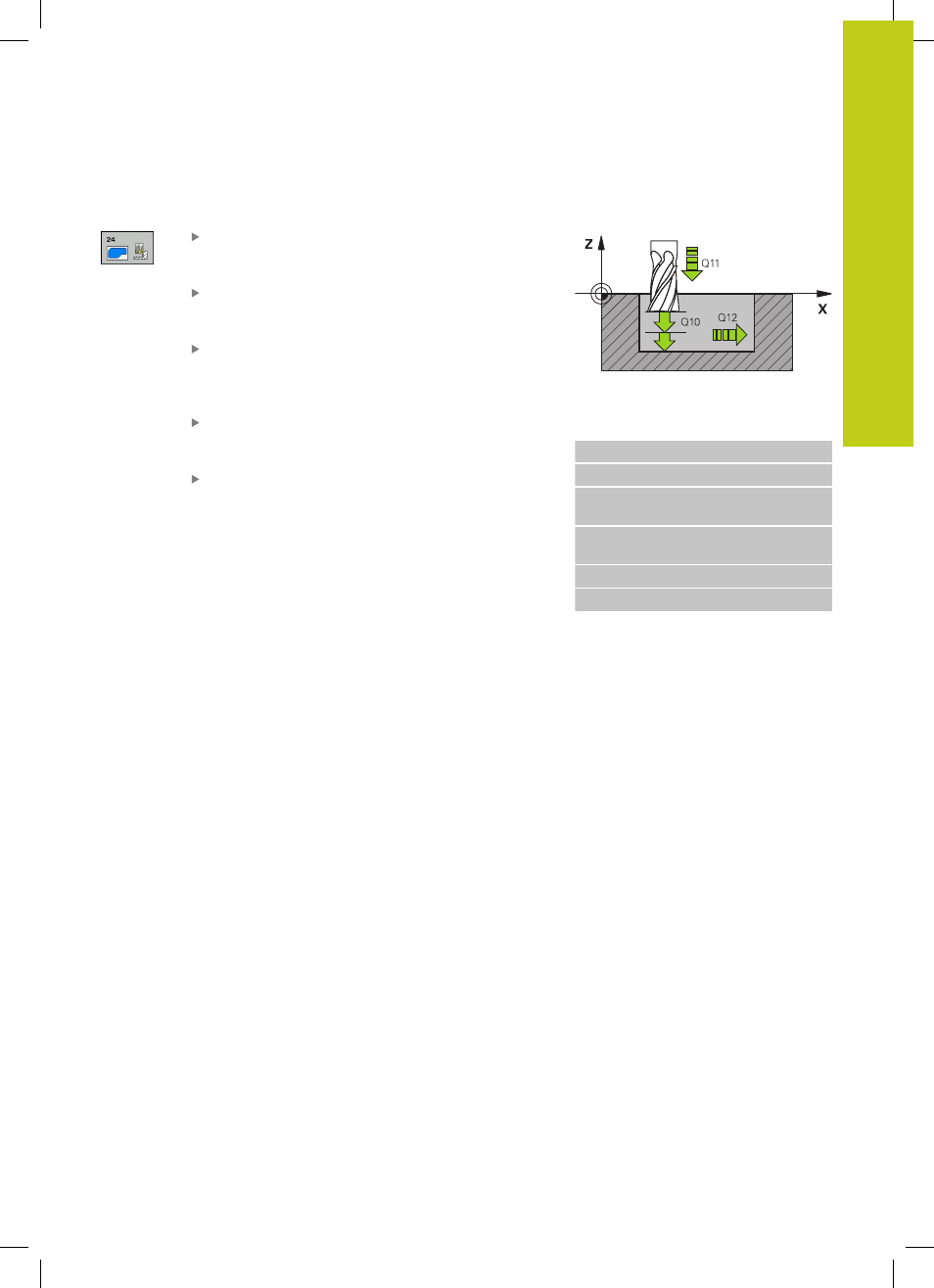
Paramètres du cycle
Sens de rotation Q9 : sens d'usinage
+1
: rotation dans le sens anti-horaire
–1
: rotation dans le sens horaire
Profondeur de passe Q10 (en incrémental) :
distance parcourue par l'outil en une passe. Plage
d’introduction -99999,9999 à 99999,9999
Avance de plongée en profondeur Q11 : vitesse
de l'outil lors de son déplacement à la profondeur,
en mm/min. Plage d'introduction 0 à 99999,9999 ou
FAUTO, FU, FZ
Avance fraisage Q12 : avance pour les
déplacements dans le plan d'usinage. Plage
d'introduction 0 à 99999,9999 ou
FAUTO, FU, FZ
Surépaisseur de finition latérale Q14 (en
incrémental) : la surépaisseur latérale Q14 reste
après l'opération de finition. Cette surépaisseur doit
toutefois être inférieure à la surépaisseur dans le
cycle 20). Plage de programmation : -99999,9999 à
99999,9999
Séquences CN
61 CYCL DEF 24 FINITION LATÉRALE
Q9=+1
;SENS DE ROTATION
Q10=+5
;PROFONDEUR DE
PASSE
Q11=100
;AVANCE PLONGÉE
PROF.
Q12=350
;AVANCE ÉVIDEMENT
Q14=+0
;SURÉP. LATÉRALE