Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 288
Cycles : fonctions spéciales
11.6
FINITION DE CONTOUR TOURNAGE INTERPOLE (cycle 292, DIN/
ISO: G292, option de logiciel 96)
11
288
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
Paramètres du cycle
Couplage de la broche (0, 1) Q560 : vous
définissez si un couplage de la broche est
nécessaire, ou non.
0
: couplage de la broche désactivé (fraisage du
contour)
1
: couplage de la broche activé (tournage du
contour)
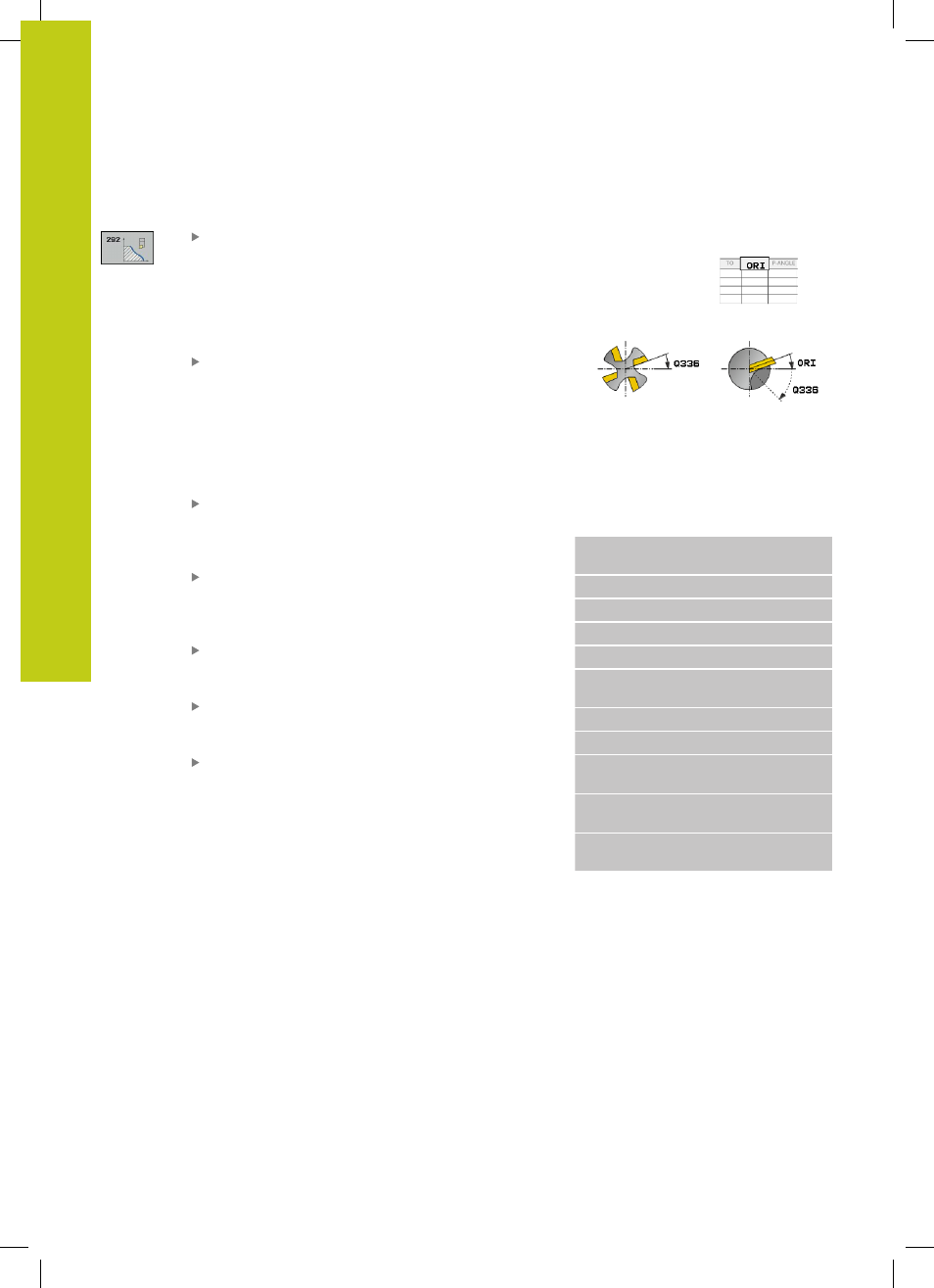
Angle d'orientation de la broche Q336 : la TNC
oriente l'outil avec cet angle d'inclinaison avant le
début de l'usinage. Si vous travaillez avec un outil de
fraisage, orientez le tranchant de manière à ce qu'il
soit orienté vers le centre de rotation. Si vous avez
défini la valeur "ORI" dans votre tableau d'outils,
celle-ci est prise en compte pour l'orientation de la
broche. Plage de programmation : 0,000 à 360,000
Sens de rotation de l'outil (3, 4) Q546 : sens de
rotation de la broche de l'outil actif :
3
: outil tournant à droite (M3)
4
: outil tournant à gauche (M4)
Type d'usinage (+1, 0) Q529 : vous définissez s'il
faut exécuter un usinage intérieur ou extérieur :
+1
: usinage intérieur
0
: usinage extérieur
Surépaisseur de surface Q221 : surépaisseur dans
le plan d'usinage. Plage de programmation : 0 à
99,9999
Passe par rotation Q441 (mm/T) : cote à laquelle
la TNC effectue la première passe en une rotation.
Plage de programmation : 0,001 à 99,999
Avance Q449 (mm/min) : avance par rapport
au point de départ du contour Q491. Plage de
programmation : 0,1 à 99999,9. L'avance pour
la trajectoire du centre de l'outil est adaptée en
fonction du rayon de l'outil et du type d'usinage
Q529. A partir de ces paramètres, la TNC détermine
la valeur de coupe programmée au diamètre du
point de départ du contour.
Q529=1 : l'avance pour la trajectoire du centre
d'outil est réduite pour l'usinage intérieur
Q529=0 : l'avance pour la trajectoire du centre
d'outil est augmentée pour l'usinage extérieur
Séquences CN
63 CYCL DEF 292 FINITION DE
CONTOUR, TOURNAGE INTERPOLE
Q560=1
;COUPLER BROCHE
Q336=0
;ANGLE BROCHE
Q546=3
;SENS ROT. OUTIL
Q529=0
;TYPE D'USINAGE
Q221=0
;SUREPAISSEUR
SURFACE
Q441=0.5
;PASSE PAR ROTATION
Q449=2000
;AVANCE
Q491=0
;DIAMETRE POINT DE
DÉPART CONTOUR
Q357=2
;DISTANCE D'APPROCHE
LATERALE
Q445=50
;HAUTEUR DE
SECURITE