Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 332
Cycles : tournage
12.5 TOURNAGE EPAULEMENT LONGITUDINAL
(cycle 811, DIN/ISO : G811)
12
332
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
Paramètres du cycle
Opérations d'usinage Q215 : définir les opérations
d'usinage
0
: ébauche et finition
1
: seulement ébauche
2
: seulement finition à la cote finale
3
: seulement finition à la surépaisseur
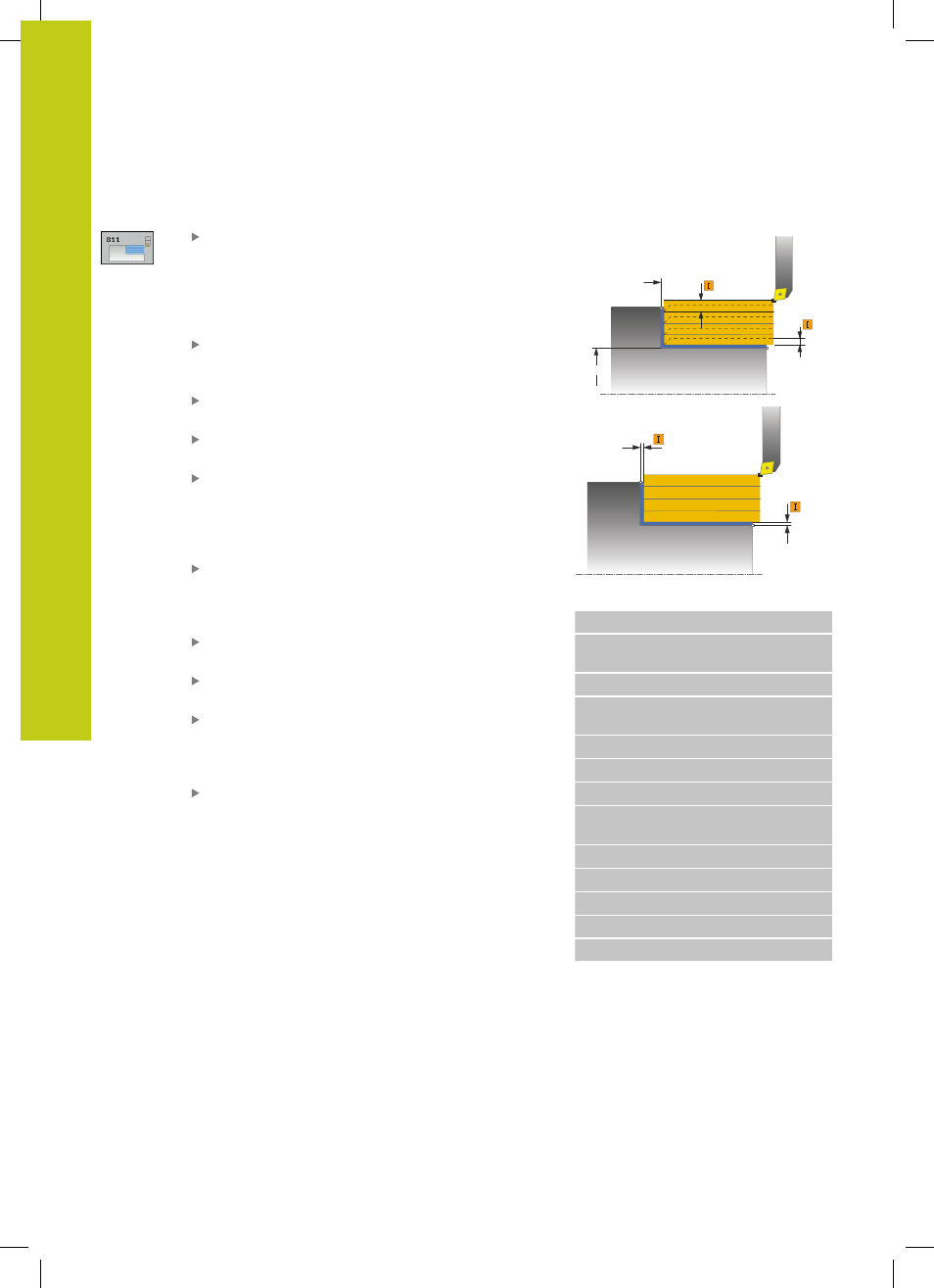
Distance d'approche Q460 (en incrémental) :
distance pour mouvement de retrait et
prépositionnement.
Diamètre fin de contour Q493 : coordonnée X du
point final du contour (cote au diamètre)
Fin de contour Z Q494 : coordonnée Z du point
final du contour
Profondeur de coupe max. Q463 : passe maximale
(cote du rayon) dans le sens radial. La plongée est
uniformément répartie pour éviter des passes en
dessous de l'épaisseur de copeaux minimum. Plage
de programmation : 0,001 à 999,999
Avance d'ébauche Q478 : vitesse d'avance lors
de l'ébauche. Si vous programmez M136, la TNC
interprète l'avance en millimètres par tour, sans
M136 en millimètres par minute.
Surépaisseur diamètre Q483 (en incrémental) :
surépaisseur diamètre sur le contour défini
Surépaisseur Z Q484 (en incrémental) :
surépaisseur sur le contour défini, dans le sens axial
Avance de finition Q505 : vitesse d'avance lors de
la finition. Avec M136, la TNC interprète l'avance en
millimètres par tour, sans M136 en millimètres par
minute.
Lissage du contour Q506 :
0
: après chaque coupe le long du contour (à
l'intérieur de la zone de coupe)
1
: après la dernière coupe (contour complet) ;
dégager à 45 °
2
: pas de lissage de contour ; dégager à 45°
Q460
Ø Q493
Q494
Q463
Ø Q483
Q484
Séquences CN
11 CYCL DEF 811 TOURN EPAUL LONG.
Q215=+0
;OPERATIONS
D'USINAGE
Q460=+2
;DISTANCE D'APPROCHE
Q493+50
;DIAMETRE FIN DE
CONTOUR
Q494=-55
;FIN DE CONTOUR Z
Q463=+3
;PROF. COUPE MAX.
Q478=+0.3
;AVANCE EBAUCHE
Q483=+0.4
;SUREPAISSEUR
DIAMETRE
Q484=+0.2
;SUREPAISSEUR Z
Q505=+0.2
;AVANCE DE FINITION
Q506=+0
;LISSAGE CONTOUR
12 L X+75 Y+0 Z+2 FMAX M303
13 CYCL CALL