Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 413
GORGE CONTOUR AXIAL
(cycle 870, DIN/ISO : G870)
12.27
12
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
413
Paramètres du cycle
Opérations d'usinage Q215 : définir les opérations
d'usinage
0
: ébauche et finition
1
: seulement ébauche
2
: seulement finition à la cote finale
3
: seulement finition à la surépaisseur
Distance d'approche Q460 : réservé, sans fonction
actuellement
Avance d'ébauche Q478 : vitesse d'avance lors
de l'ébauche. Si vous programmez M136, la TNC
interprète l'avance en millimètres par tour, sans
M136 en millimètres par minute.
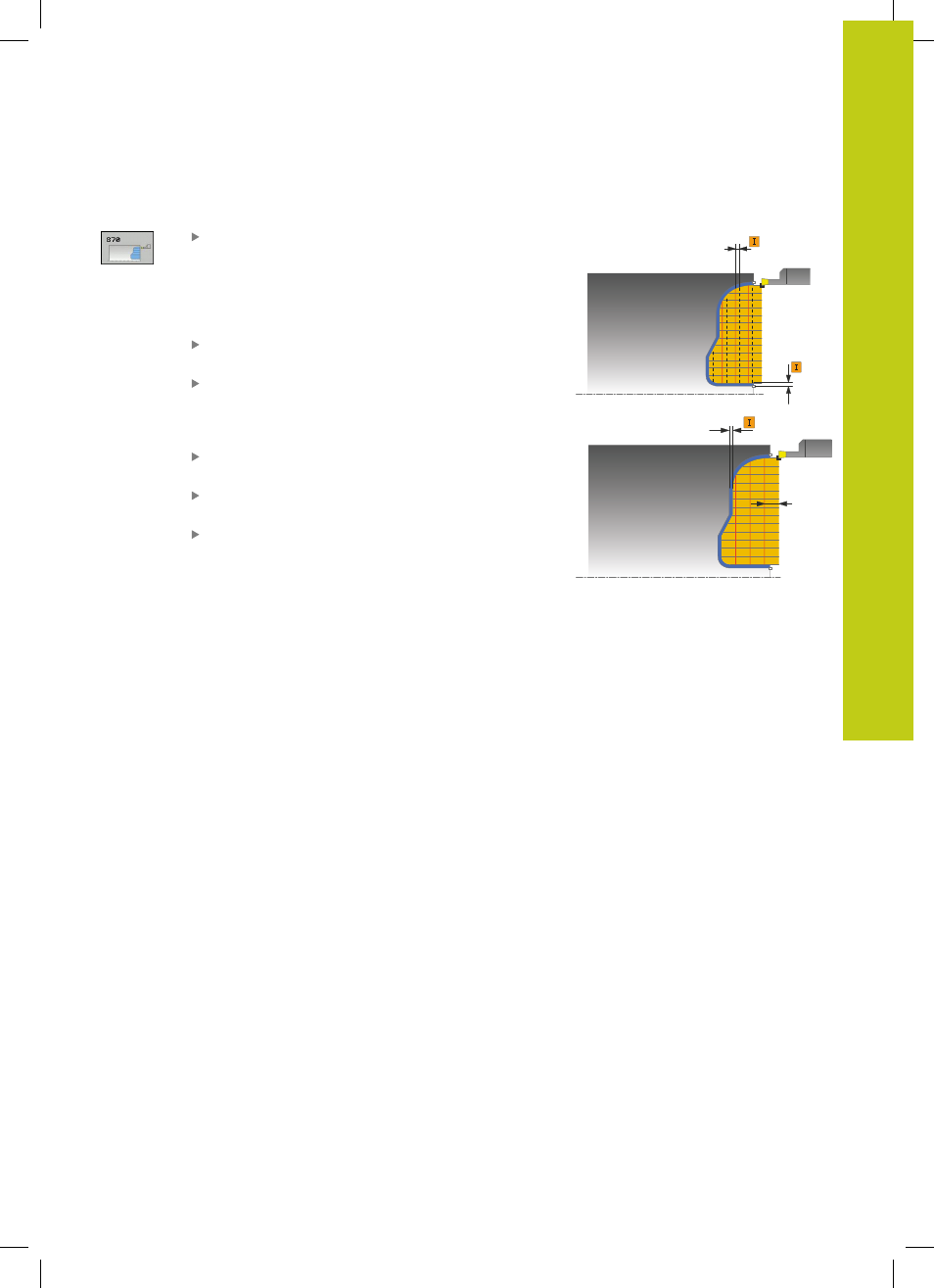
Surépaisseur diamètre Q483 (en incrémental) :
surépaisseur diamètre sur le contour défini
Surépaisseur Z Q484 (en incrémental) :
surépaisseur sur le contour défini, dans le sens axial
Avance de finition Q505 : vitesse d'avance lors de
la finition. Avec M136, la TNC interprète l'avance en
millimètres par tour, sans M136 en millimètres par
minute.
Q460
Ø Q483
Q484
Q463