HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 392
Travail avec les cycles palpeurs
14.2 Avant de travailler avec les cycles palpeurs!
14
392
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
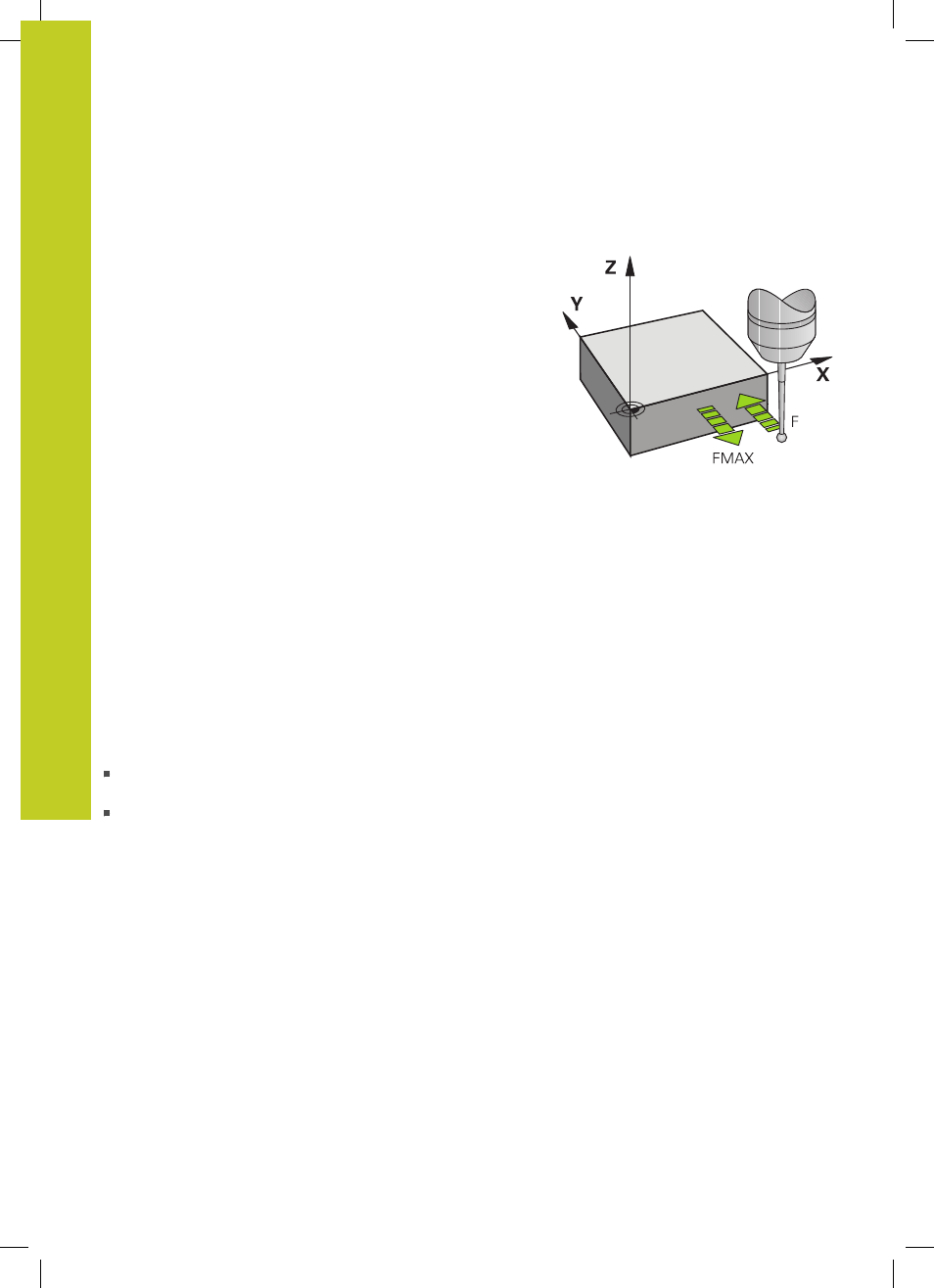
Palpeur à commutation, avance de palpage : F dans le
tableau des palpeurs
Dans
F, vous définissez l'avance avec laquelle la TNC doit palper la
pièce.
Palpeur à commutation, avance pour déplacements de
positionnement : FMAX
Dans
FMAX, vous définissez l'avance avec laquelle la TNC doit
pré-positionner le palpeur ou le positionner entre des points de
mesure.
Palpeur à commutation, avance rapide pour
déplacements de positionnement : F_PREPOS dans le
tableau palpeurs
Dans
F_PREPOS, vous définissez si la TNC doit positionner le
palpeur avec l'avance définie dans FMAX ou bien l'avance rapide de
la machine.
Valeur d'introduction =
FMAX_PROBE : positionnement avec
l'avance définie dans
FMAX
Valeur d'introduction =
FMAX_MACHINE : prépositionnement
avec l'avance rapide de la machine