5 exemples de programmation, Exemple : usinage ligne à ligne, Exemples de programmation – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 244
Cycles d'usinage : usinage ligne à ligne
10.5 Exemples de programmation
10
244
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
10.5
Exemples de programmation
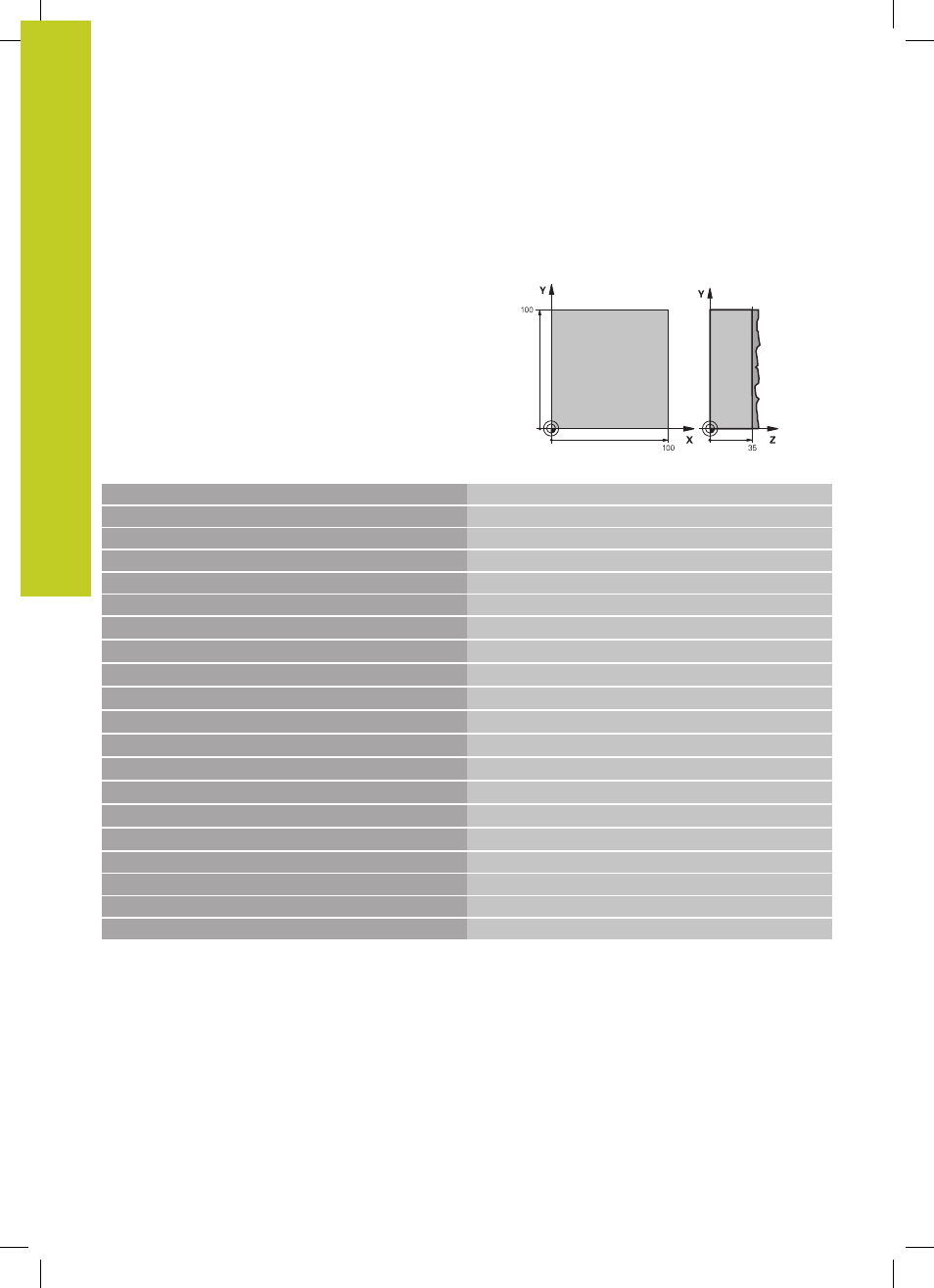
Exemple : usinage ligne à ligne
0 BEGIN PGM C230 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z+0
Définition de la pièce brute
2 BLK FORM 0.2 X+100 Y+100 Z+40
3 TOOL CALL 1 Z S3500
Appel de l'outil
4 L Z+250 R0 FMAX
Dégager l'outil
5 CYCL DEF 230 LIGNE À LIGNE
Définition du cycle Usinage ligne à ligne
Q225=+0
;PT INITIAL 1ER AXE
Q226=+0
;PT INITIAL 2ÈME AXE
Q227=+35
;PT INITIAL 3ÈME AXE
Q218=100
;1ER CÔTÉ
Q219=100
;2ÈME CÔTÉ
Q240=25
;NOMBRE DE COUPES
Q206=250
;AVANCE PLONGÉE
Q207=400
;AVANCE FRAISAGE
Q209=150
;AVANCE TRANSVERSALE
Q200=2
;DISTANCE D'APPROCHE
6 L X+-25 Y+0 R0 FMAX M3
Prépositionnement à proximité du point initial
7 CYCL CALL
Appel du cycle
8 L Z+250 R0 FMAX M2
Dégager l'outil, fin du programme
9 END PGM C230 MM