Application, Mode opératoire du cycle d'ébauche, Tournage de gorge etendu radial (cycle – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 334: 842, din/iso : g842)
Cycles : tournage
13.17 TOURNAGE DE GORGE ETENDU RADIAL
(cycle 842, DIN/ISO : G842)
13
334
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
13.17
TOURNAGE DE GORGE ETENDU
RADIAL
(cycle 842, DIN/ISO : G842)
Application
Ce cycle permet de tourner des gorges rectangulaires dans
le sens longitudinal. Le tournage de gorge consiste à alterner
un déplacement à la profondeur de passe et un déplacement
d'ébauche. L'usinage est donc assuré en limitant au maximum le
nombre des dégagements et des plongées de l'outil. Fonctions
étendues :
Vous pouvez ajouter un chanfrein ou un arrondi au début et à la
fin du contour.
Dans le cycle, vous pouvez définir un angle sur les flancs
latéraux de la gorge
Vous pouvez ajouter des rayons dans les angles du contour
Vous pouvez utiliser ce cycle au choix pour l'ébauche, la finition ou
l'usinage intégral. L'ébauche multipasses est exécutée en usinage
paraxial.
Vous pouvez utiliser le cycle pour un usinage intérieur et extérieur.
Si le diamètre de départ
Q491 est supérieur au diamètre final
Q493, le cycle exécute un usinage extérieur. Si le diamètre de
départ
Q491 est inférieur au diamètre final Q493, le cycle exécute
un usinage intérieur.
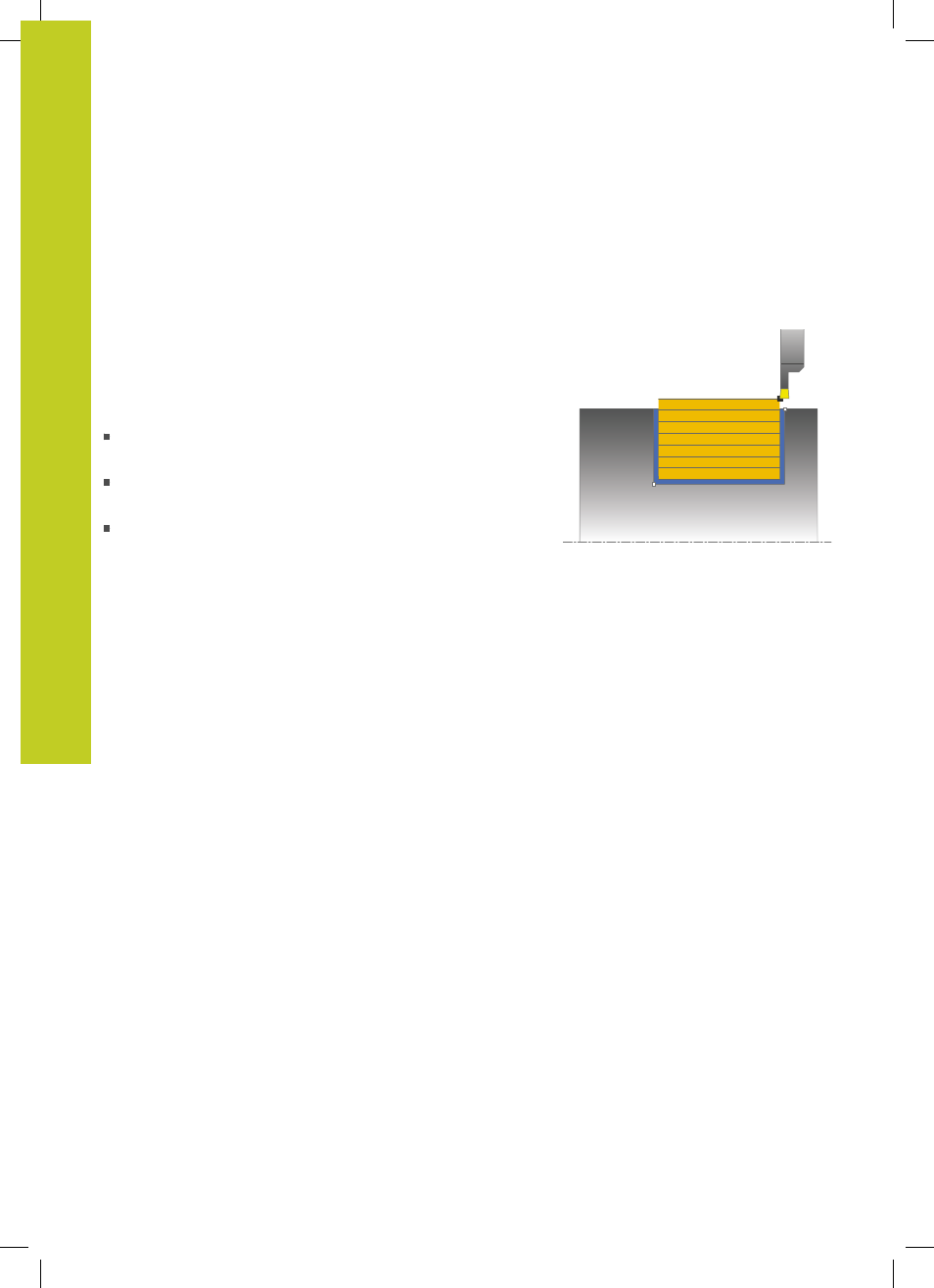
Mode opératoire du cycle d'ébauche
Lors de l'appel du cycle, la TNC utilise la position de l'outil comme
point de départ du cycle. Si la coordonnée Z du point de départ
est inférieure à
Q491 DÉPART DU CONTOUR DIAMETRE, la TNC
positionne l'outil en X à
Q491 et démarre le cycle à cet endroit.
1 Partant du point de départ du cycle, la TNC exécute un
déplacement à la première profondeur de passe.
2 La TNC usine la zone comprise entre la position de départ et le
point final dans le sens longitudinal, selon l'avance définie
Q478.
3 Si un seul sens d'usinage
Q507=1 a été choisi dans le cycle,
la TNC relève l'outil en observant la valeur de la distance
d'approche, le dégage en avance rapide et aborde à nouveau le
contour selon l'avance définie. Si le sens d'usinage correspond
à
Q507=0, la passe est assurée des deux côtés.
4 L'outil usine jusqu'à la prochaine profondeur de passe.
5 La TNC répète ce processus (2 à 4) jusqu'à ce que l'outil ait
atteint la profondeur de la gorge rectangulaire.
6 La TNC ramène l'outil à la distance d'approche en avance rapide
et exécute une passe sur les deux flancs.
7 La TNC repositionne l'outil en rapide au point de départ de
l'exécution du cycle.