HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuel d'utilisation
Page 303
iTNC 530 HEIDENHAIN
303
13.2 A
v
ant que v
o
us ne tr
a
v
ailliez a
v
e
c les cy
cles palpeurs!
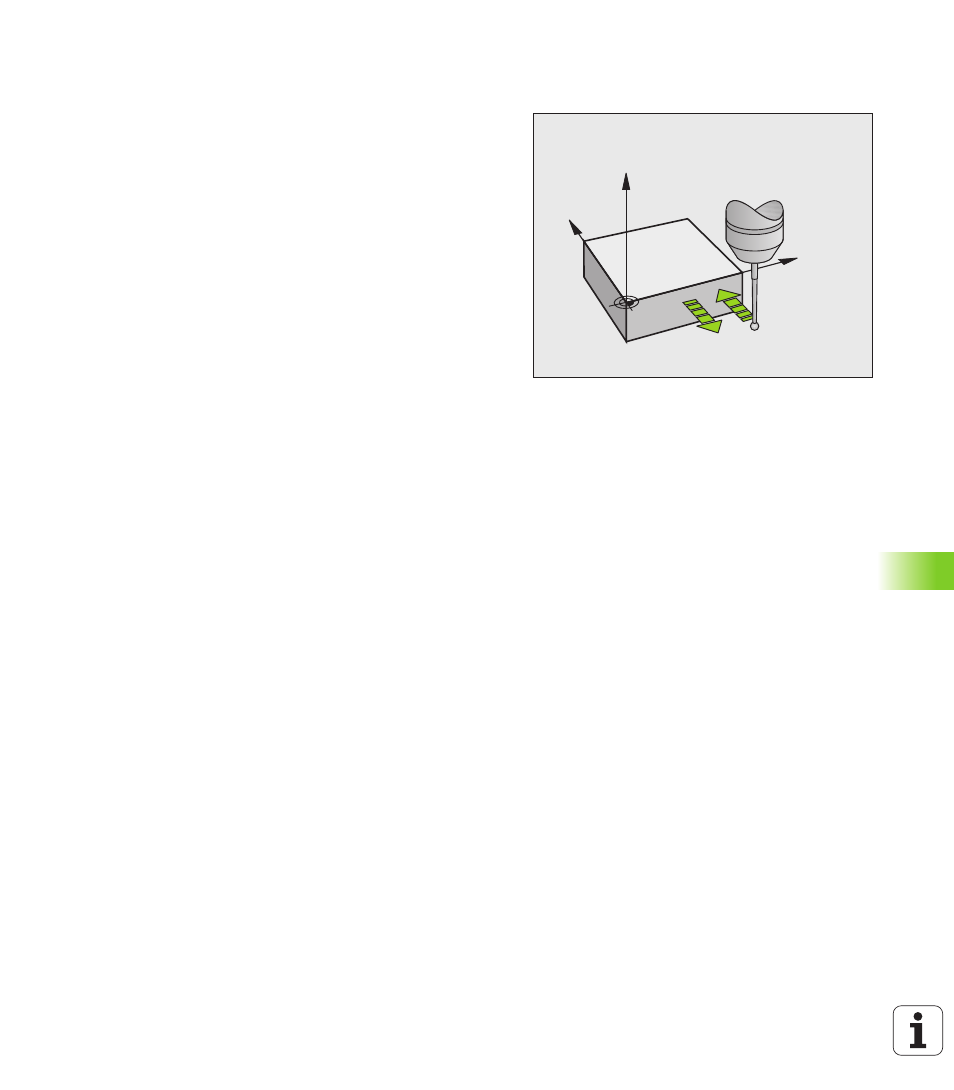
Palpeur à commutation, avance de palpage:
PM6120
Dans PM6120, vous définissez l'avance suivant laquelle la TNC doit
palper la pièce.
Palpeur à commutation, avance pour
déplacements de positionnement: MP6150
Dans PM6150, vous définissez l'avance suivant laquelle la TNC doit
prépositionner le palpeur ou le positionner entre des points de
mesure.
Palpeur à commutation, avance rapide pour
déplacements de positionnement: MP6151
Dans MP6151, vous définissez si la TNC doit positionner le palpeur
suivant l'avance définie dans MP6150 ou bien suivant l'avance rapide
de la machine.
Valeur d'introduction = 0: Positionnement suivant l'avance définie
dans MP6150
Valeur d'introduction = 1: Prépositionnement en avance rapide
KinematicsOpt, limite de tolérance pour le mode
Optimisation: MP6600
Dans MP6600, vous définissez la limite de tolérance à partir de laquelle
la TNC doit afficher une remarque en mode Optimisation si les
données de cinématique définies excèdent cette valeur limite.
Configuration par défaut: 0.05. Plus la machine est grande et plus vous
devez sélectionner des valeurs élevées
Plage d'introduction: 0.001 à 0.999
KinematicsOpt, écart autorisé par rapport au
rayon de la bille étalon: MP6601
Dans MP6601, vous définissez l'écart max. autorisé pour le rayon de la
bille étalon mesuré automatiquement par les cycles par rapport au
paramètre de cycle programmé.
Plage d'introduction: 0.01 à 0.1
Pour les 5 points de palpage, la TNC calcule le rayon de la bille étalon
deux fois sur chaque point de mesure. Si le rayon est supérieur à Q407
+ MP6601, la commande délivre un message d'erreur en
présupposant la présence de salissures.
Si le rayon déterminé par la TNC est inférieur à 5 * (Q407 - MP6601),
la TNC délivre également un message d'erreur.
Y
X
Z
MP6120
MP6360
MP6150
MP6361