Paramètres du cycle – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuel d'utilisation
Page 162
162
Cycles d'usinage: Fraisage de poches/ tenons / rainures
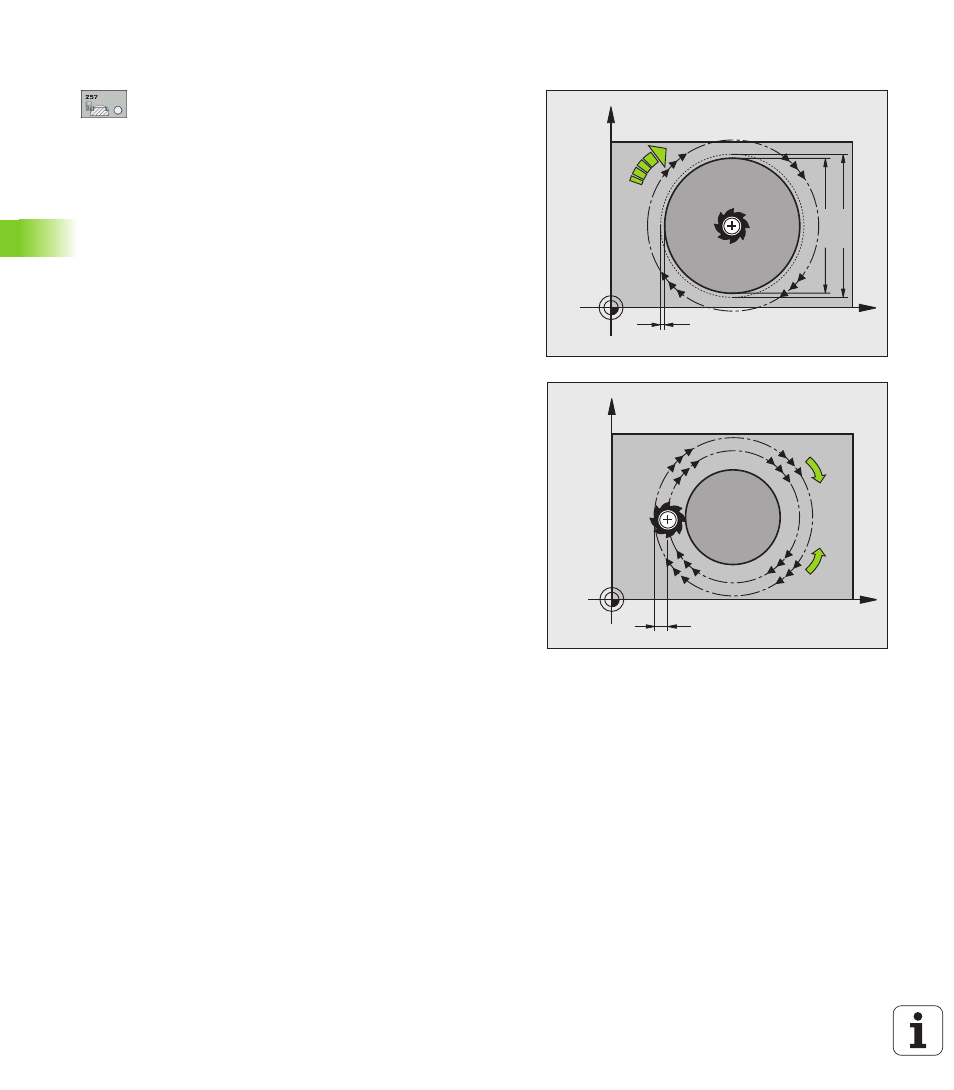
5.7 TENON CIR
C
ULAIRE (cy
c
le 257
, DIN/ISO: G257)
Paramètres du cycle
U
Diamètre pièce finie
Q223: Introduire le diamètre du
tenon usiné. Plage d’introduction: 0 à 99999.9999
U
Diamètre pièce brute
Q222: Diamètre de la pièce
brute Introduire un diamètre pour la pièce brute
supérieur au diamètre de la pièce finie La TNC
exécute plusieurs passes latérales si la différence
entre le diamètre de la pièce brute 2 et le diamètre de
la pièce finie est supérieure à la passe latérale
autorisée (rayon d'outil x facteur de recouvrement
Q370
). La TNC calcule toujours une passe latérale
constante. Plage d’introduction: 0 à 99999.9999
U
Surépaisseur finition latérale
Q368 (en
incrémental): Surépaisseur de finition dans le plan
d'usinage. Plage d’introduction: 0 à 99999.9999
U
Avance de fraisage
Q207: Vitesse de déplacement
de l'outil lors du fraisage, en mm/min. Plage
d'introduction 0 à 99999,999, en alternative FAUTO, FU,
FZ
U
Mode fraisage
Q351: Mode de fraisage avec M3:
+1 = fraisage en avalant
–1 = fraisage en opposition
en alternative PREDEF
X
Y
Q223
Q207
Q222
Q368
X
Y
k
Q351= +1
Q351= 1