Tableau des commandes (14 de 14) – Hypertherm HPR130XD Auto Gas Rev.2 Manuel d'utilisation
Page 273
Annexe B – Protocole de l’interfAce cnc
HPR130XD Auto Gas
– 806332 Révision 2
b-19
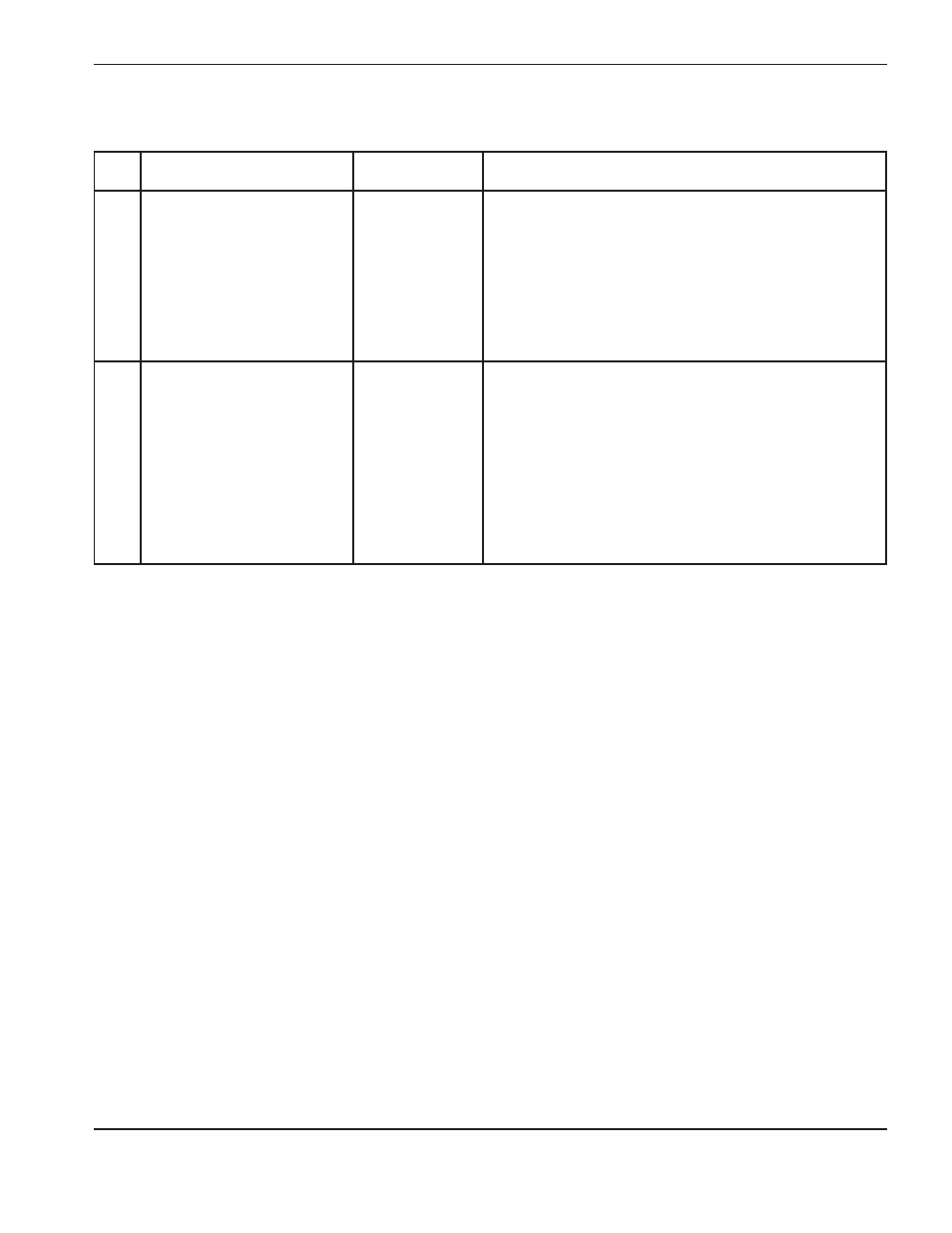
Id
Commande
Système
description
136 SERIAL_RESPONSE_DELAY
(délai réponse série)
Tous les systèmes
HPR
Utilisé lorsque le port série de la CNC ne peut prendre en charge qu’un
raccordement semi-duplex. La source de courant HPR réduira le temps
de réponse.
données :
Aucune
valeur de retour :
1 si réussi
Exemple :
Envoyer >1369A<, réponse >1361CB<
158 GET_SECONDARY_VERSION
(atteindre version secondaire)
HPR800XD
UNIQUEMENT
Obtenir la version du logiciel de la source de courant secondaire.
données :
Aucune
valeur de retour :
Version du logiciel de la source de courant secondaire
par exemple : « D.0 ». Cette commande indique « 0.0 » lorsque la source
de courant secondaire n’est pas branchée et que l’approvisionnement
en électricité est activé.
Exemple :
>1589E<
>158D.040<
Tableau des commandes (14 de 14)