Option de logiciel 2) – HEIDENHAIN TNC 620 (73498x-02) Manuel d'utilisation
Page 409
Fonctions supplémentaires pour les axes rotatifs 12.4
12
TNC 620 | Manuel d'utilisation HEIDENHAIN-Conversationnel | 7/2013
409
Conserver la position de la pointe d'outil lors du
positionnement des axes inclinés (TCPM) : M128
(option de logiciel 2)
Comportement standard
La TNC déplace l'outil aux positions définies dans le programme
d'usinage. Dans le programme, si la position d'un axe incliné est
modifiée, le décalage qui en résulte sur les axes linéaires doit être
calculé et le déplacement doit être réalisé dans une séquence de
positionnement.
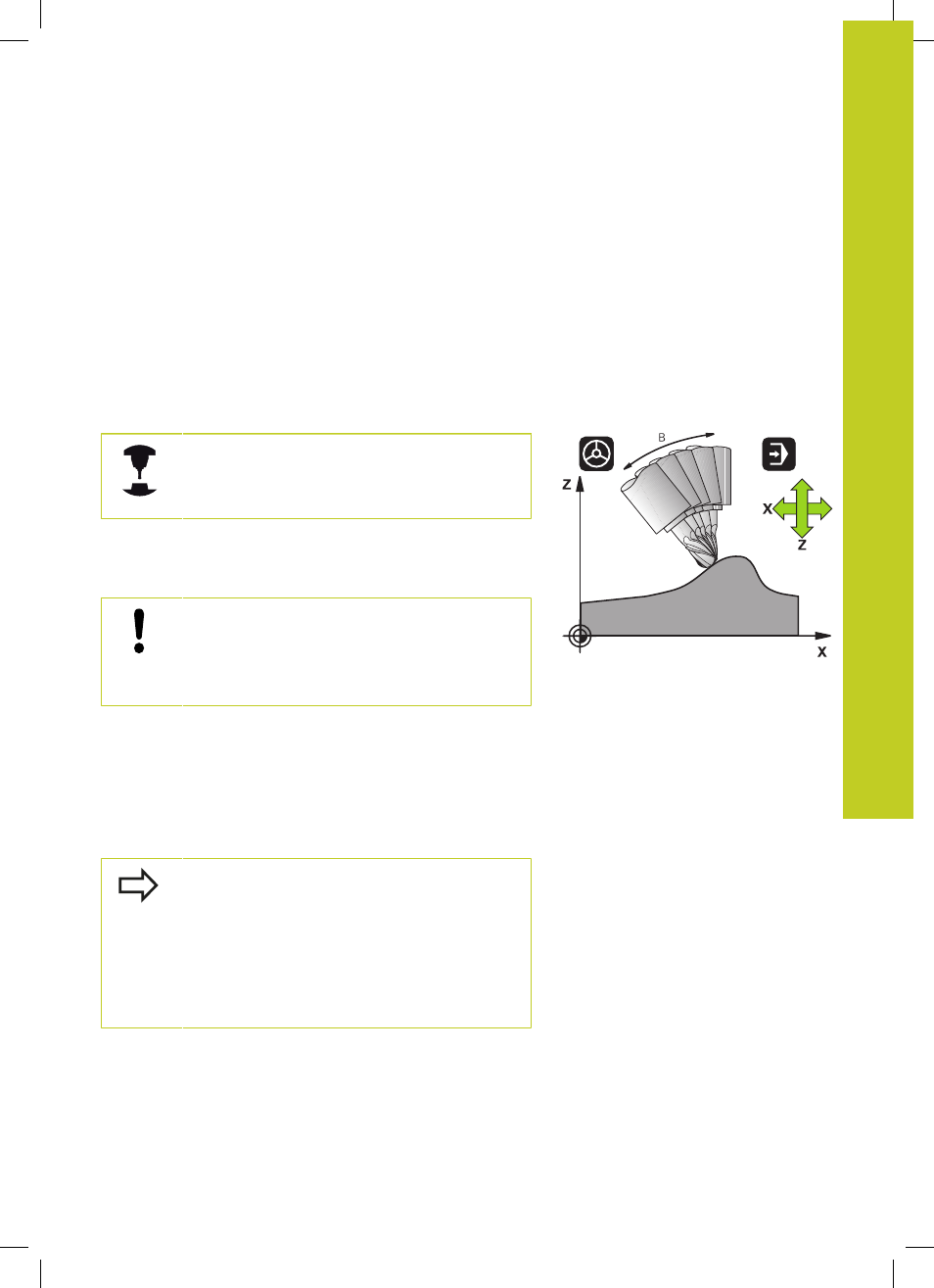
Comportement avec M128 (TCPM : Tool Center Point
Management)
La géométrie de la machine doit être définie par le
constructeur dans la description de la cinématique.
Si la position d'un axe incliné commandé est modifiée dans le
programme, pendant la procédure d'inclinaison, la position de la
pointe de l'outil n'est pas modifiée par rapport à la pièce.
Attention, danger pour la pièce!
Pour les axes inclinés avec denture Hirth : ne
modifier la position de l'axe incliné qu'après avoir
dégagé l'outil. Sinon, le déverrouillage de la denture
pourrait endommager le contour.
Après
M128, vous pouvez également introduire une avance avec
laquelle la TNC exécutera les mouvements de compensation dans
les axes linéaires.
Pour modifier la position de l'axe incliné avec la manivelle pendant
l'exécution du programme, utilisez
M128 en liaison avec M118.
Lorsque
M128 est active, la superposition de la manivelle est active
dans le référentiel fixe de la machine.
Avant les positionnements avec
M91 ou M92 et avant
une séquence
TOOL CALL : ANNULER M128.
Pour éviter d'endommager le contour, vous ne devez
utiliser que des fraises hémisphériques avec
M128.
La longueur d'outil doit se référer au centre de la
fraise hémisphérique.
Quand
M128 est active, la TNC indique dans
l'affichage d'état le symbole TCPM.