Appr lct, Aborder et quitter le contour 6.3 – HEIDENHAIN TNC 620 (73498x-02) Manuel d'utilisation
Page 193
Aborder et quitter le contour
6.3
6
TNC 620 | Manuel d'utilisation HEIDENHAIN-Conversationnel | 7/2013
193
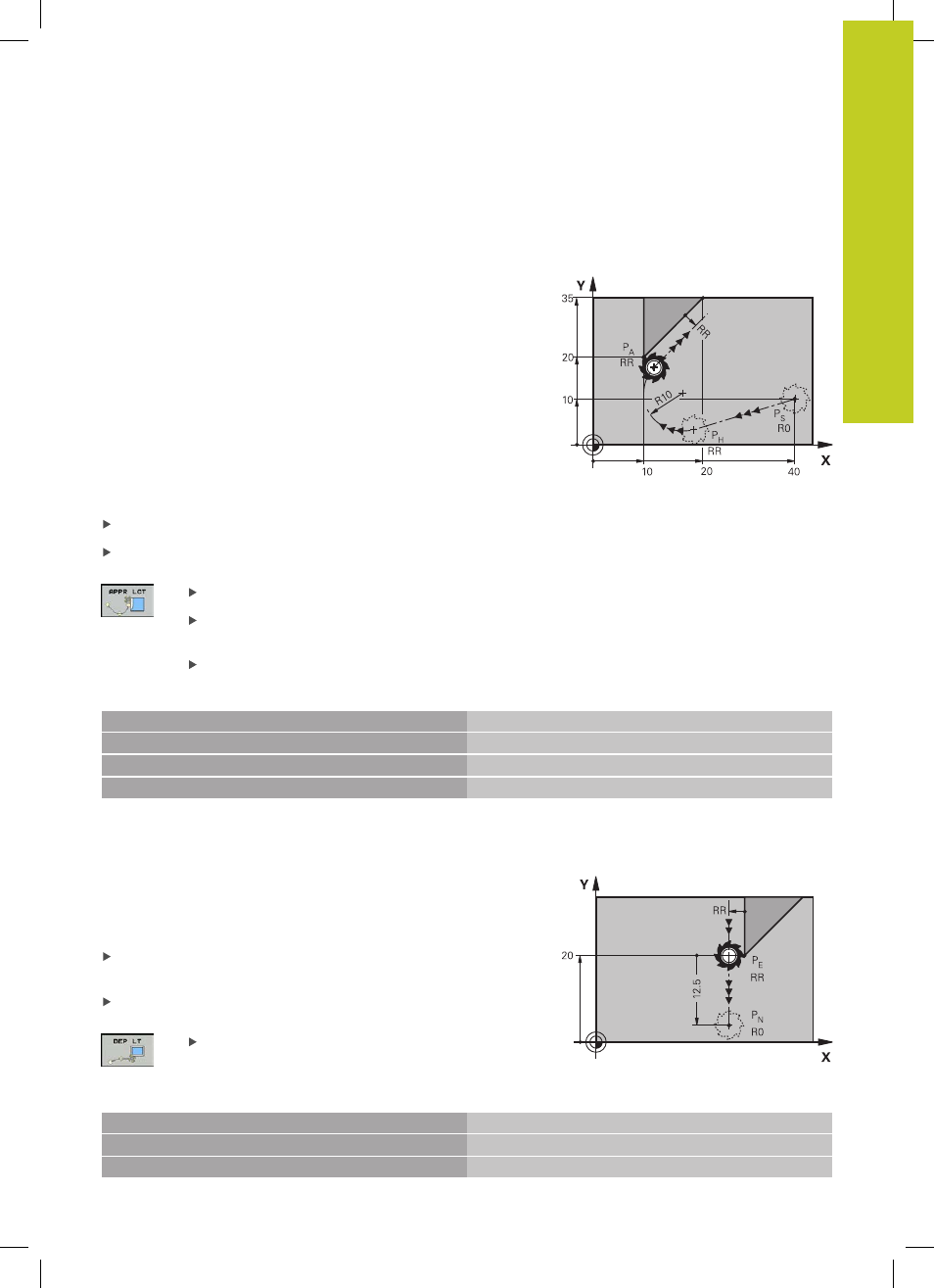
Approche par une trajectoire circulaire avec
raccordement tangentiel au contour et segment de
droite : APPR LCT
La TNC guide l'outil sur une droite allant du point initial P
S
jusqu'à
un point auxiliaire P
H
. De cette position, l'outil aborde le premier
point du contour P
A
sur une trajectoire circulaire. L'avance
programmée dans la séquence APPR est identique sur toute la
trajectoire de la séquence d'approche (trajet P
S
– P
A
).
Si vous avez programmé, dans la séquence d'approche, les trois
coordonnées des axes principaux X, Y et Z, la TNC effectue
un déplacement simultané sur les trois axes de la position
définie avant la séquence APPR au point auxiliaire PH, puis un
déplacement dans le plan d'usinage de P
H
à P
A
.
La trajectoire circulaire se raccorde tangentiellement à la droite P
S
– P
H
ainsi qu'au premier élément du contour. Ainsi elle est définie
clairement par le rayon R.
Fonction de contournage au choix : aborder le point initial P
S
.
Ouvrir le dialogue avec la touche APPR/DEP et la softkey APPR
LCT :
Coordonnées du premier point du contour P
A
Rayon R de la trajectoire circulaire. Introduire R en
positif
Correction de rayon RR/RL pour l'usinage
Exemple de séquences CN
7 L X+40 Y+10 R0 FMAX M3
Aborder PS sans correction de rayon
8 APPR LCT X+10 Y+20 Z-10 R10 RR F100
PA avec correction de rayon RR, rayon R=10
9 L X+20 Y+35
Point final du premier élément du contour
10 L ...
Elément de contour suivant
Sortie du contour par une droite avec raccordement
tangentiel : DEP LT
La TNC déplace l'outil sur une droite allant du dernier point
du contour P
E
jusqu'au point final P
N
. La droite est dans le
prolongement du dernier élément du contour. P
N
est situé à
distance LEN de P
E
.
Programmer le dernier élément du contour avec le point final P
E
et la correction de rayon
Ouvrir le dialogue avec la touche APPR/DEP et la softkey DEP LT
:
LEN : introduire la distance entre le point final P
N
et le dernier élément du contour P
E
Exemple de séquences CN
23 L Y+20 RR F100
Dernier élément de contour : PE avec correction de rayon
24 DEP LT LEN12.5 F100
S'éloigner du contour de LEN=12,5 mm
25 L Z+100 FMAX M2
Dégagement en Z, retour, fin du programme