Fonction – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manuel d'utilisation
Page 512
512
9 Programmation: Fonctions spéciales
9.1
1 Usinag
e cinq ax
es a
v
ec TCPM dans le plan incliné
9.11 Usinage cinq axes avec TCPM
dans le plan incliné
Fonction
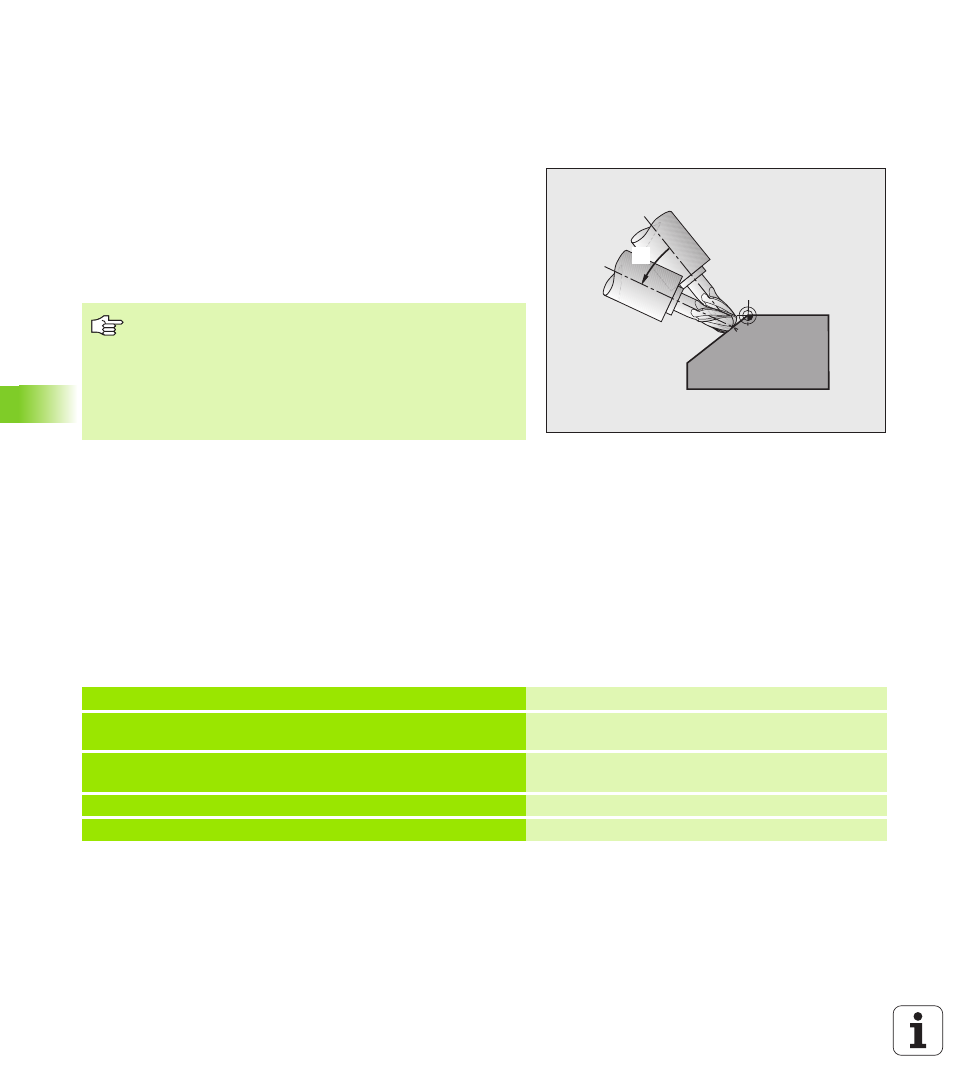
En liaison avec les nouvelles fonctions PLANE et avec M128, vous
pouvez réaliser un usinage cinq axes avec TCPM sur un plan
d'usinage incliné. Pour cela, vous disposez de deux définitions
possibles:
Usinage cinq axes par déplacement incrémental d'un axe rotatif
Usinage cinq axes par vecteurs normaux (dialogue conversationnel
Texte clair uniquement)
Usinage cinq axes par déplacement incrémental
d'un axe rotatif
Dégager l'outil
Activer M128
Définir une fonction PLANE au choix. Tenir compte du
comportement de positionnement
Au moyen d'une séquence L, déplacer en incrémental l'axe
d'orientation désiré dans l'axe correspondant
Exemples de séquences CN:
IB
L'usinage cinq axes avec TCPM dans le plan incliné ne
peut être réalisé qu'en utilisant des fraises à bout
hémisphérique.
Sur les têtes/tables pivotantes à 45°, vous pouvez
également définir l'angle d'orientation comme angle dans
l'espace. Utilisez pour cela FUNCTION TCPM (dialogue
conversationnel Texte clair uniquement).
...
N120 G00 G40 Z+50 M128 *
Positionnement à la hauteur de sécurité, activation
de M128
N130 PLANE SPATIAL SPA+0 SPB-
45 SPC+0 MOVE DIST50 F1000 *
Définir la fonction PLANE et l'activer
N140 G01 G91 F1000 B-17 *
Régler l'angle d'orientation
...
Définir l'usinage dans le plan incliné