Correction du rayon d'outil, 3 cor rection d'outil – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manuel d'utilisation
Page 210
210
5 Programmation: Outils
5.3 Cor
rection d'outil
Correction du rayon d'outil
La séquence de programme pour un déplacement d’outil contient:
RL
ou RR pour une correction de rayon
R+
ou R–, pour une correction de rayon lors d'un déplacement
paraxial
R0
si aucune correction de rayon ne doit être exécutée
La correction de rayon devient active dès qu’un outil est appelé et
déplacé dans une séquence linéaire dans le plan d’usinage avec RL ou
RR.
Pour une correction de rayon, les valeurs Delta sont validées aussi
bien à partir de la séquence TOOL CALL que du tableau d'outils:
Valeur de correction = R + DR
TOOL CALL
+ DR
TAB
avec
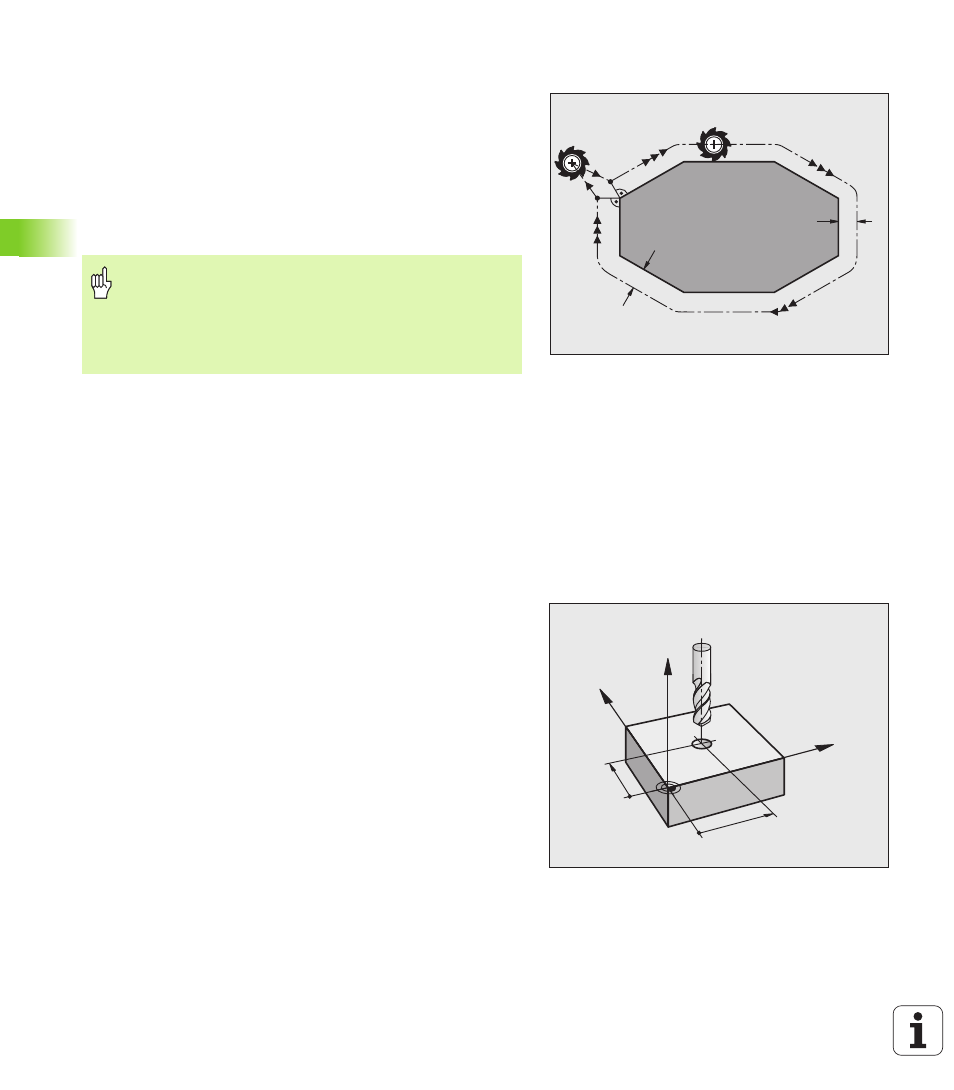
Contournages sans correction de rayon: G40
L'outil se déplace dans le plan d'usinage avec son centre situé sur la
trajectoire programmée ou jusqu'aux coordonnées programmées.
Application: Perçage, pré-positionnement.
R
R
G40
G41
La TNC annule la correction de rayon dans le cas où vous:
programmez une séquence linéaire avec R0
quittez le contour par la fonction DEP
programmez un PGM CALL
sélectionnez un nouveau programme PGM MGT
R
:
Rayon d'outil R dans la séquence G99 ou le tableau
d'outils
DR
TOOL CALL
:
Surépaisseur DR pour rayon dans séquence T (non
prise en compte par l'affichage de position)
DR
TAB:
Surépaisseur DR pour rayon dans le tableau
d'outils
Y
X
Z
X
Y