Image miroir (cycle g28), 9 cy cles de con v ersion de coor données – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manuel d'utilisation
Page 467
iTNC 530 HEIDENHAIN
467
8.9 Cy
cles de con
v
ersion de coor
données
IMAGE MIROIR (cycle G28)
Dans le plan d’usinage, la TNC peut exécuter une opération d’usinage
en image miroir.
Effet
L'image miroir est active dès qu'elle a été définie dans le programme.
Elle agit aussi en mode Positionnement avec introduction manuelle!
Les axes réfléchis actifs apparaissent dans l'affichage d'état
supplémentaire.
Si vous n'exécutez l'image miroir que d'un seul axe, il y a inversion
du sens de déplacement de l'outil. Ceci n'est pas valable pour les
cycles d'usinage.
Si vous exécutez l'image miroir de deux axes, le sens du
déplacement n'est pas modifié.
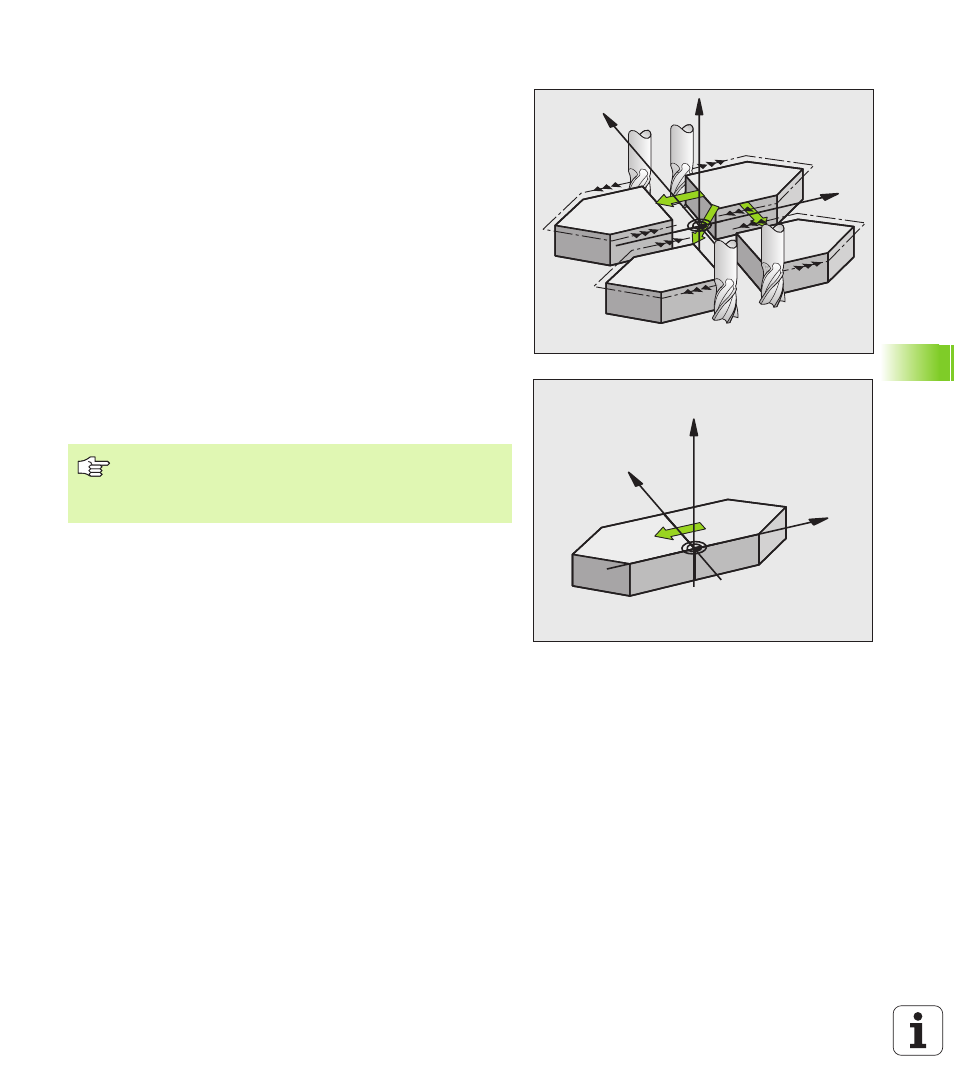
Le résultat de l'image miroir dépend de la position du point zéro:
Le point zéro est situé sur le contour devant être réfléchi: L'élément
est réfléchi directement à partir du point zéro; cf. figure de droite, au
centre
Le point zéro est situé à l’extérieur du contour devant être réfléchi:
L'élément est décalé par rapport à l'axe
Y
X
Z
Y
X
Z
Si vous ne réalisez l'image miroir que pour un axe, le sens
de déplacement est modifié pour les cycles de fraisage de
la série 200. Exeption: Cycle 208 avec lequel le sens de
déplacement défini dans le cycle est conservé.