HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manuel d'utilisation
Page 372
372
8 Programmation: Cycles
8.4 Cy
cles de fr
aisag
e
de poc
hes, t
e
nons et r
a
inur
es
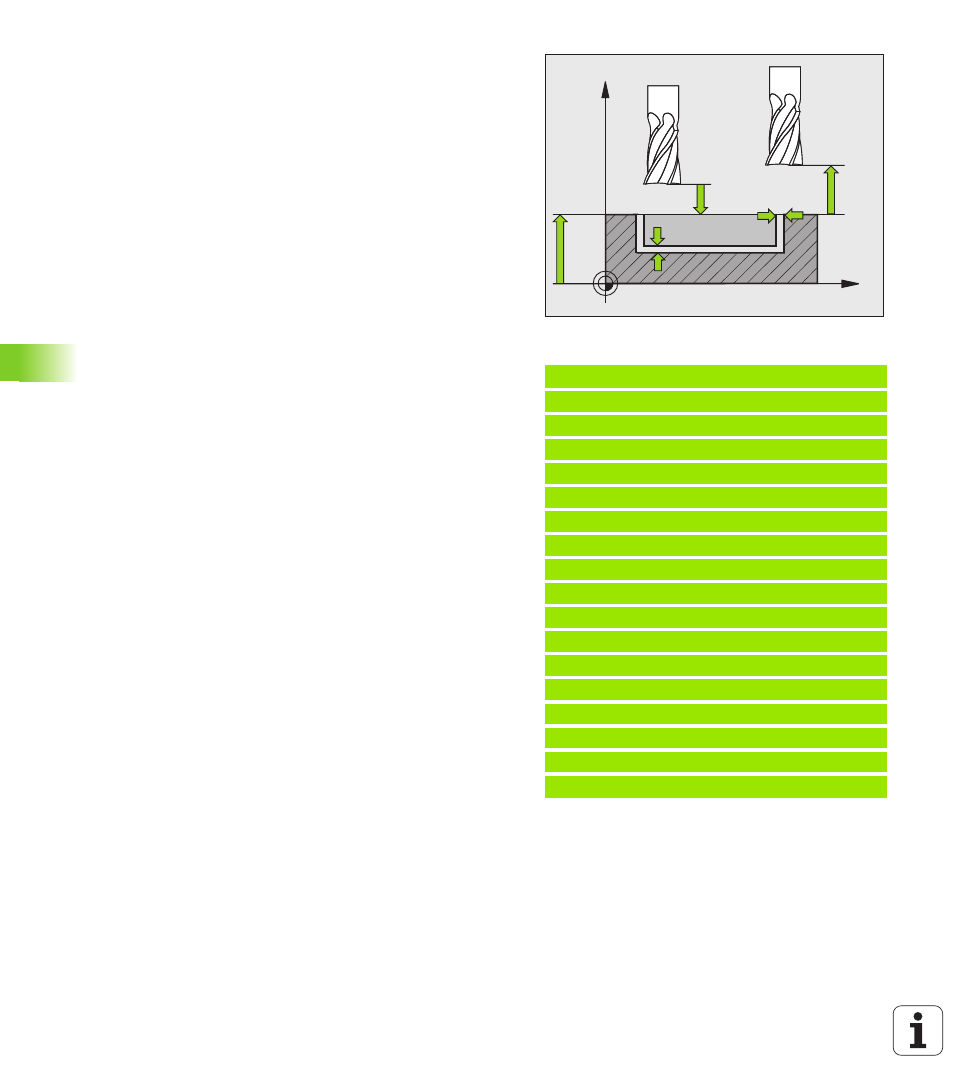
Distance d'approche
Q200 (en incrémental): Distance
entre la surface frontale de l'outil et la surface de la
pièce
Coordonnée surface pièce
Q203 (en absolu):
Coordonnée absolue de la surface de la pièce
Saut de bride
Q204 (en incrémental): Coordonnée
dans l'axe de broche excluant toute collision entre
l'outil et la pièce (matériels de serrage)
Facteur de recouvrement
Q370: Q370 x rayon d'outil
donne la passe latérale k.
Stratégie de plongée
Q366: Nature de la stratégie de
plongée:
0 = plongée verticale. La TNC plonge verticalement
et ce, indépendamment de l'angle de plongée
ANGLE
défini dans le tableau d'outils
1 = plongée hélicoïdale. Dans le tableau d'outils,
l'angle de plongée ANGLE doit également être
différent de 0 pour l'outil actif. Sinon, la TNC délivre
un message d'erreur
Avance de finition
Q385: Vitesse de déplacement
de l'outil lors de la finition latérale et en profondeur,
en mm/min.
Exemple: Séquences CN
N10 G252 POCHE CIRCULAIRE
Q215=0
;OPERATIONS D'USINAGE
Q223=60
;DIAMETRE DU CERCLE
Q368=0.2
;SUREPAIS. LATERALE
Q207=500
;AVANCE FRAISAGE
Q351=+1
;MODE FRAISAGE
Q201=-20
;PROFONDEUR
Q202=5
;PROFONDEUR DE PASSE
Q369=0.1
;SUREP. DE PROFONDEUR
Q206=150
;AVANCE PLONGEE PROF.
Q338=5
;PASSE DE FINITION
Q200=2
;DISTANCE D'APPROCHE
Q203=+0
;COORD. SURFACE PIÈCE
Q204=50
;SAUT DE BRIDE
Q370=1
;FACTEUR RECOUVREMENT
Q366=1
;PLONGEE
Q385=500
;AVANCE DE FINITION
N20 G79:G01 X+50 Y+50 Z+0 F15000 M3
X
Z
Q200
Q20
Q20
Q36
Q36