HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manuel d'utilisation
Page 329
iTNC 530 HEIDENHAIN
329
8.3 Cy
cles de perçag
e, tar
a
udag
e
et fr
aisag
e
de filets
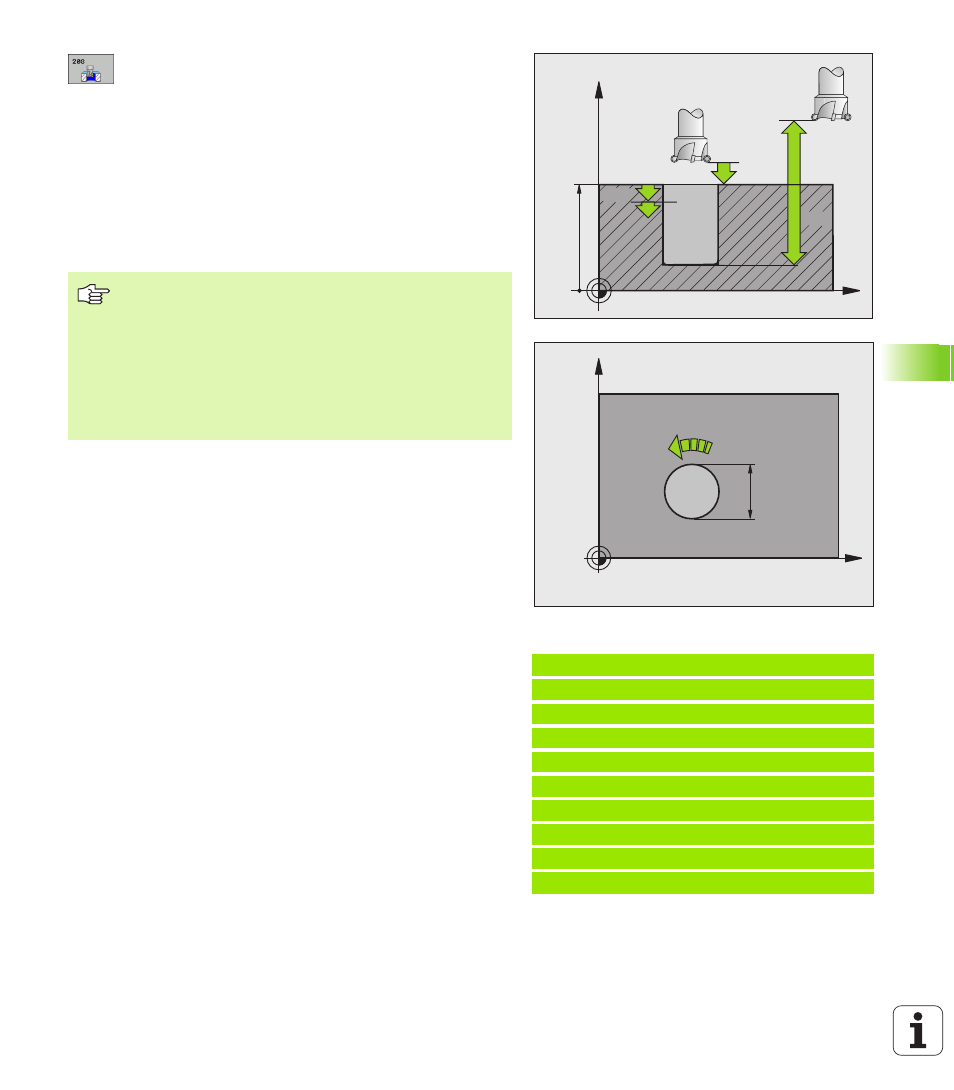
Distance d'approche
Q200 (en incrémental): Distance
entre l'arête inférieure de l'outil et la surface de la
pièce
Profondeur
Q201 (en incrémental): Distance entre la
surface de la pièce et le fond du trou
Avance plongée en profondeur
Q206: Vitesse de
déplacement de l'outil lors du perçage sur la
trajectoire hélicoïdale, en mm/min.
Passe par rotation hélic.
Q334 (en incrémental):
Distance parcourue en une passe par l'outil sur une
hélice (=360°)
Coordonnée surface pièce
Q203 (en absolu):
Coordonnée de la surface de la pièce
Saut de bride
Q204 (en incrémental): Coordonnée
dans l'axe de broche excluant toute collision entre
l'outil et la pièce (matériels de serrage)
Diamètre nominal
Q335 (en absolu): Diamètre du trou.
Si vous programmez un diamètre nominal égal au
diamètre de l'outil, la TNC perce directement à la
profondeur programmée, sans interpolation
hélicoïdale.
Diamètre de pré-perçage
Q342 (en absolu): Dès que
vous introduisez dans Q342 une valeur supérieure à
0, la TNC n'exécute plus de contrôle au niveau du
rapport entre le diamètre nominal et le diamètre de
l'outil. De cette manière, vous pouvez fraiser des
trous dont le diamètre est supérieur à deux fois le
diamètre de l'outil
Mode fraisage
Q351: Mode de fraisage avec M3
+1 = fraisage en avalant
–1 = fraisage en opposition
Exemple: Séquences CN
N120 G208 FRAISAGE DE TROUS
Q200=2
;DISTANCE D'APPROCHE
Q201=-80
;PROFONDEUR
Q206=150
;AVANCE PLONGÉE PROF.
Q334=1.5
;PROFONDEUR DE PASSE
Q203=+100
;COORD. SURFACE PIÈCE
Q204=50
;SAUT DE BRIDE
Q335=25
;DIAMÈTRE NOMINAL
Q342=0
;DIAMÈTRE PRÉ-PERÇAGE
Q351=+1
;MODE FRAISAGE
X
Z
Q200
Q201
Q203
Q204
Q334
X
Y
Q206
Q335
Veillez à ce que votre outil ne s'endommage pas lui-même
ou n'endommage pas la pièce à cause d'une passe trop
importante.
Pour éviter de programmer de trop grandes passes, dans
la colonne ANGLE du tableau d'outils, introduisez l'angle de
plongée max. de l'outil, cf. „Données d'outils”, page 193.
La TNC calcule alors automatiquement la passe max.
autorisée et modifie si nécessaire la valeur que vous avez
programmée.