Structure du programme, Programmer la première pièce 1.3 – HEIDENHAIN TNC 128 (77184x-02) Manuel d'utilisation
Page 49
Programmer la première pièce
1.3
1
TNC 128 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 9/2014
49
Structure du programme
Dans la mesure du possible, les programmes d'usinage doivent
toujours être structurés de la même manière. Ceci améliore la
vue d'ensemble, accélère la programmation et réduit les sources
d'erreurs.
Structure de programme conseillée pour les opérations d'usinage courantes simples
1 Appeler l'outil, définir l'axe d'outil
2 Dégager l'outil
3 Prépositionner dans le plan d'usinage, à proximité du point de
départ du contour
4 Prépositionner dans l'axe d'outil, au dessus de la pièce ou
directement à la profondeur, et si nécessaire, activer la broche/
l'arrosage
5 Aborder le contour
6 Usiner le contour
7 Quitter le contour
8 Dégager l'outil, fin du programme
Informations détaillées sur ce sujet
Programmation de contours : voir "Mouvements d'outils dans le
programme", page 170
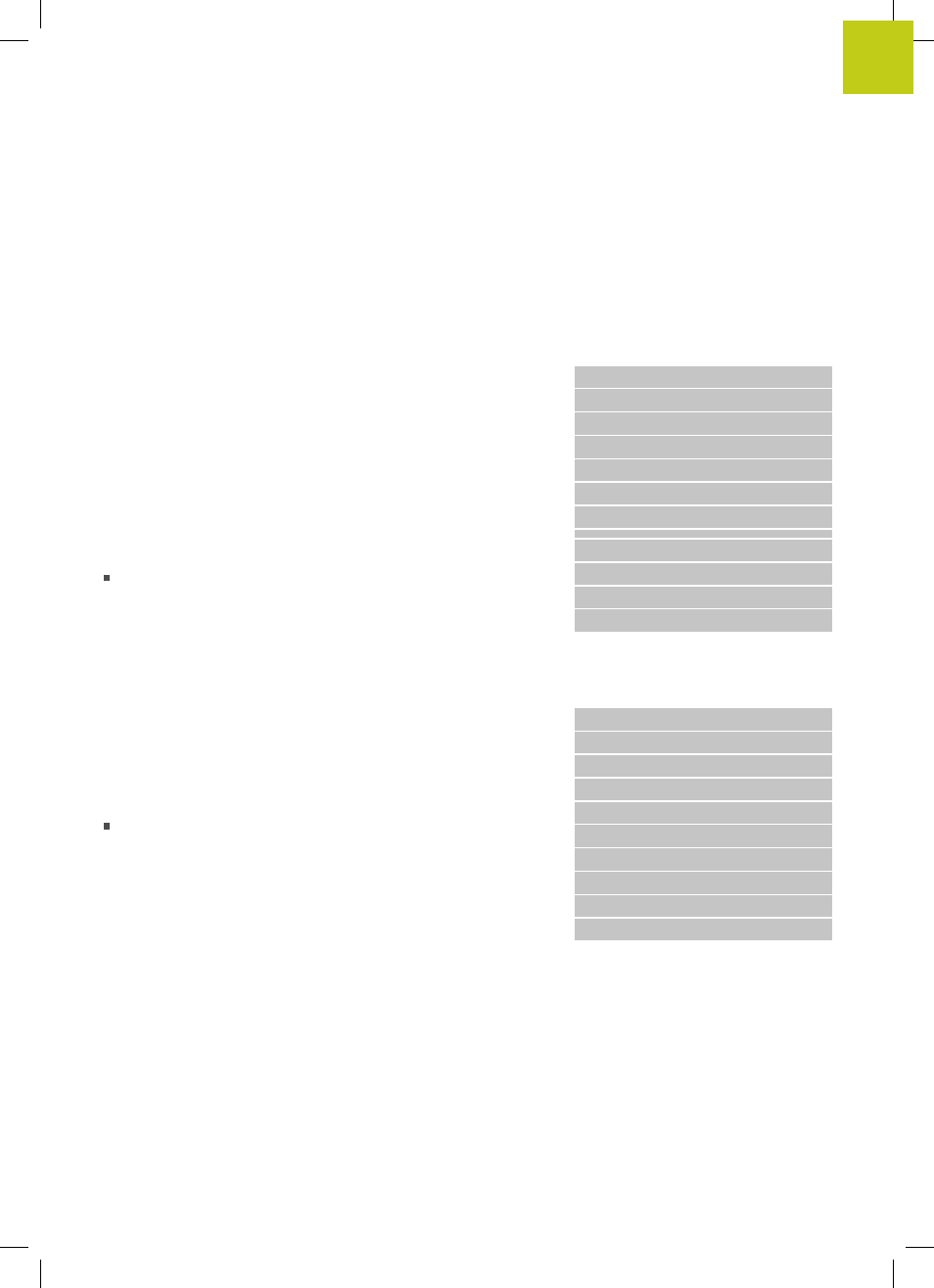
Structure d'un programme de
contour
0 BEGIN PGM BSPCONT MM
1 BLK FORM 0.1 Z X... Y... Z...
2 BLK FORM 0.2 X... Y... Z...
3 TOOL CALL 5 Z S5000
4 Z+250 R0 FMAX
5 X... R0 FMAX
6 Z+10 R0 F3000 M13
...
16 X... R0 FMAX
17 Z+250 R0 FMAX M2
18 END PGM BSPCONT MM
Structure de programme conseillée pour des programmes simples avec cycles
1 Appeler l'outil, définir l'axe d'outil
2 Dégager l'outil
3 Définir les positions d'usinage
4 Définir le cycle d'usinage
5 Appeler le cycle, activer la broche/l'arrosage
6 Dégager l'outil, fin du programme
Informations détaillées sur ce sujet
Programmation des cycles : voir "Généralités sur les cycles",
page 373
Structure de programme
Programmation de cycles
0 BEGIN PGM BSBCYC MM
1 BLK FORM 0.1 Z X... Y... Z...
2 BLK FORM 0.2 X... Y... Z...
3 TOOL CALL 5 Z S5000
4 Z+250 R0 FMAX
5 PATTERN DEF POS1( X... Y... Z... ) ...
6 CYCL DEF...
7 CYCL CALL PAT FMAX M13
8 Z+250 R0 FMAX M2
9 END PGM BSBCYC MM