Programmation : outils 5.3 correction d'outil – HEIDENHAIN TNC 128 (77184x-02) Manuel d'utilisation
Page 166
Programmation : outils
5.3
Correction d'outil
5
166
TNC 128 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 9/2014
Correction de rayon d'outil pour les séquences de
positionnement avec des axes parallèles
La TNC est capable d'appliquer une correction de rayon dans les
séquences de positionnement paraxiales du plan d'usinage. Vous
pouvez ainsi introduire directement le cotes du dessin sans avoir à
calculer les postions au préalable. La course de déplacement est
allongée ou réduite de la valeur du rayon d'outil.
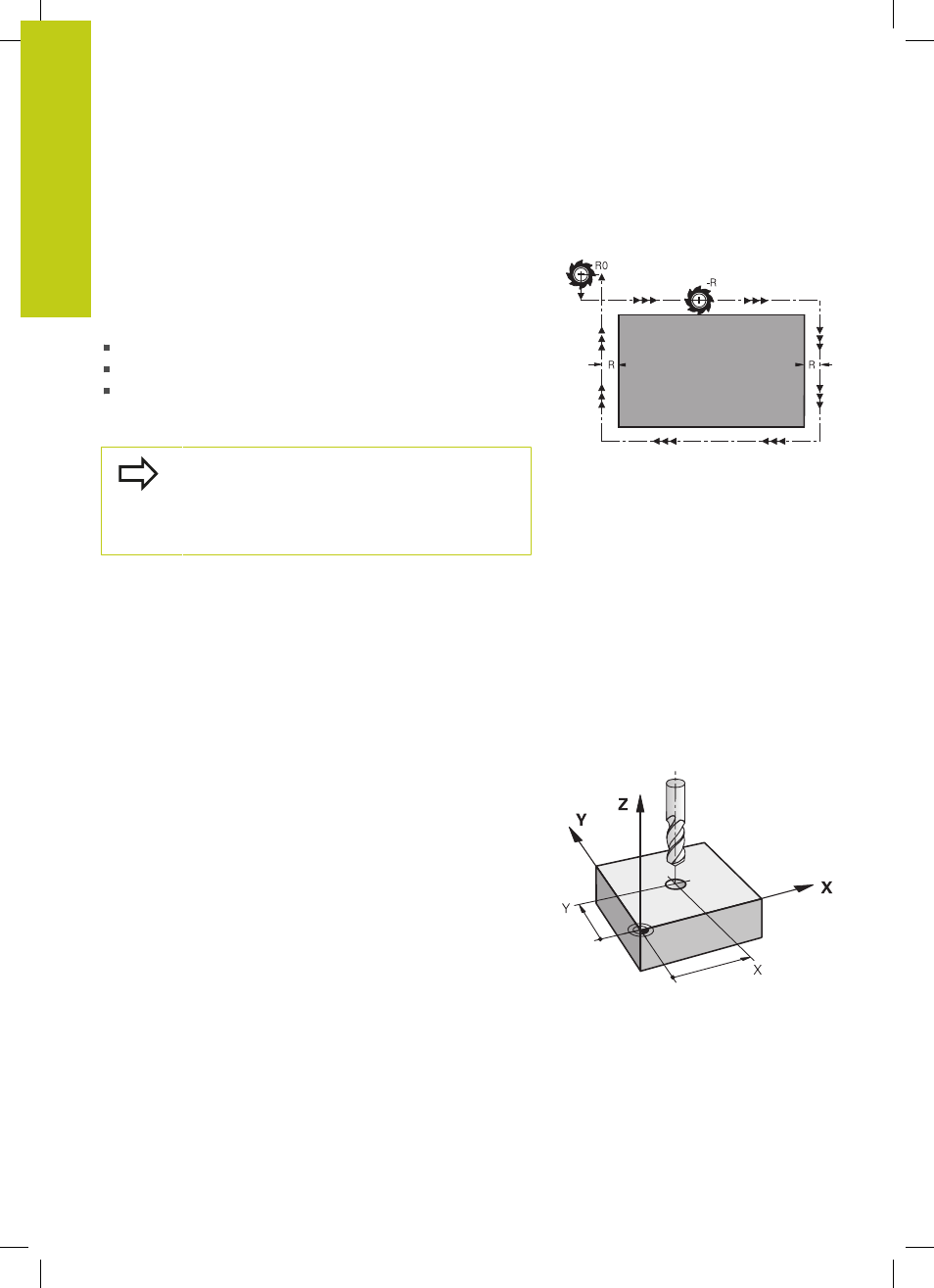
R+ allonge la course de la valeur du rayon d'outil.
R- réduit la course de la valeur du rayon d'outil.
R0 positionne l'outil avec le centre d'outil.
La correction de rayon agit dès lors qu'un outil est appelé et qu'il
est déplacé en paraxial avec dans le plan d'usinage avec
R+/R-.
La correction de rayon n'agit pas pour des
positionnements dans l'axe de broche.
Dans une séquence de positionnement qui ne
comprend pas de correction de rayon, la dernière
correction de rayon sélectionnée reste active.
Pour la correction de rayon, la TNC tient compte des valeurs Delta
de la séquence
TOOL CALL et du tableau d'outils :
Valeur de correction =
R + DR
TOOL CALL
+
DR
TAB
avec
R :
Rayon d'outil
R de la séquence TOOL DEF ou du
tableau d'outils
DR
TOOL
CALL
:
Surépaisseur
DR pour rayon de la séquence TOOL
CALL
DR
TAB
:
Surépaisseur
DR du rayon du tableau d'outils
Contournages sans correction de rayon : R0
Le centre de l'outil se déplace aux coordonnées programmées
dans le plan d'usinage.
Application : perçage, prépositionnement.