11 exemples de programmation, Exemple : cycles de perçage, Exemples de programmation – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 98
Cycles d'usinage : perçage
3.11
Exemples de programmation
3
98
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
3.11
Exemples de programmation
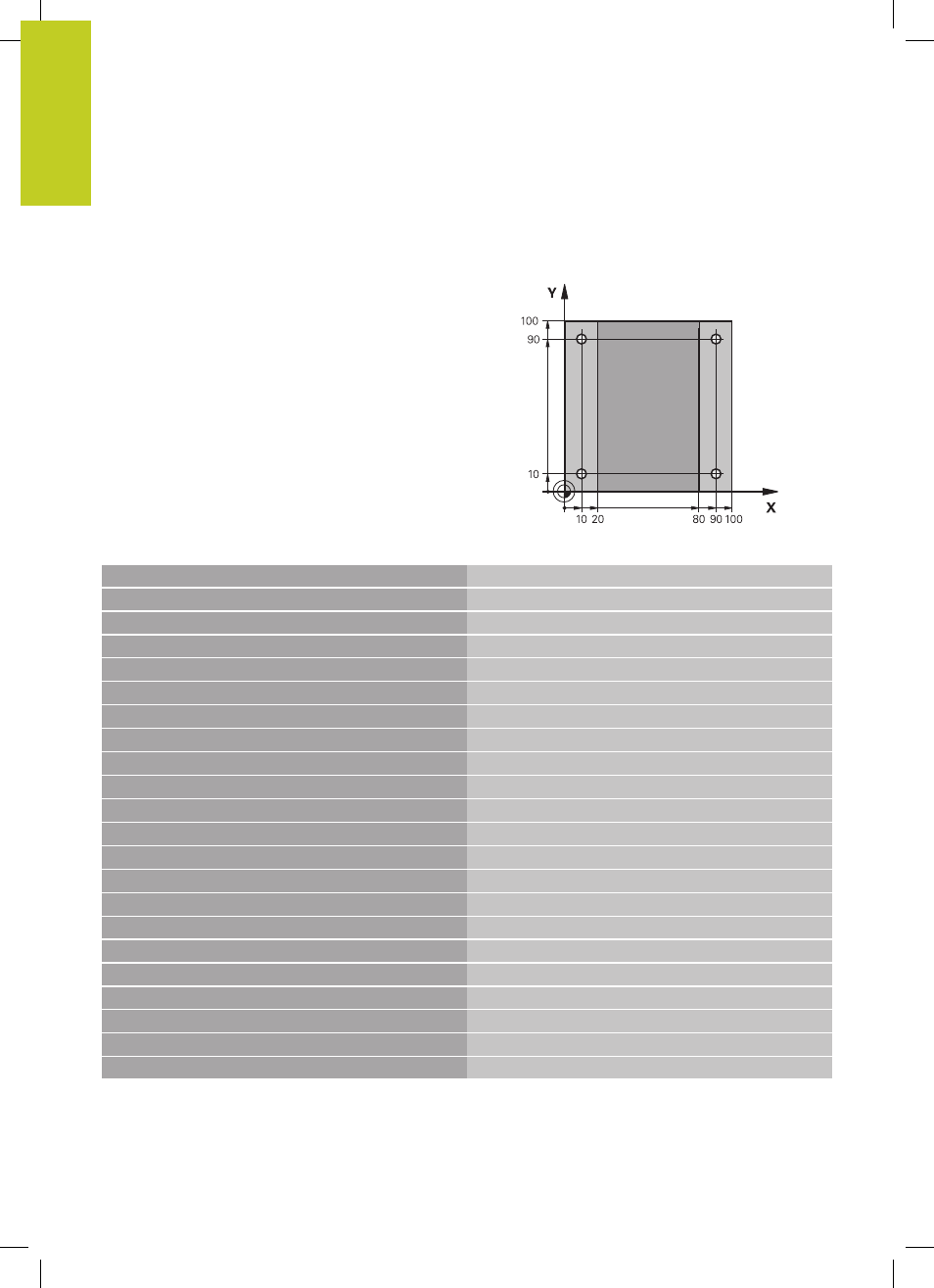
Exemple : cycles de perçage
0 BEGIN PGM C200 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Définition de la pièce brute
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S4500
Appel d'outil (rayon d'outil 3)
4 L Z+250 R0 FMAX
Dégager l'outil
5 CYCL DEF 200 PERCAGE
Définition du cycle
Q200=2
;DISTANCE D'APPROCHE
Q201=-15
;PROFONDEUR
Q206=250
;AVANCE PLONGÉE PROF.
Q202=5
;PROFONDEUR DE PASSE
Q210=0
;TEMPO. EN HAUT
Q203=-10
;COORD. SURFACE PIÈCE
Q204=20
;SAUT DE BRIDE
Q211=0,2
;TEMPO AU FOND
Q395=0
;RÉF. PROFONDEUR
6 L X+10 Y+10 R0 FMAX M3
Aborder le trou 1, marche broche
7 CYCL CALL
Appel du cycle
8 L Y+90 R0 FMAX M99
Aborder le 2ème trou, appeler le cycle
9 L X+90 R0 FMAX M99
Aborder le 3ème trou, appeler le cycle
10 L Y+10 R0 FMAX M99
Aborder le 4ème trou, appeler le cycle
11 L Z+250 R0 FMAX M2
Dégager l’outil, fin du programme
12 END PGM C200 MM