2 rotation de base (cycle 400, din/iso : g400), Mode opératoire du cycle, Attention lors de la programmation – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 416: Rotation de base (cycle 400, din/iso : g400)
Cycles palpeurs : déterminer automatiquement l'erreur d'alignement de
la pièce
15.2 ROTATION DE BASE (cycle 400, DIN/ISO : G400)
15
416
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
15.2
ROTATION DE BASE (cycle 400,
DIN/ISO : G400)
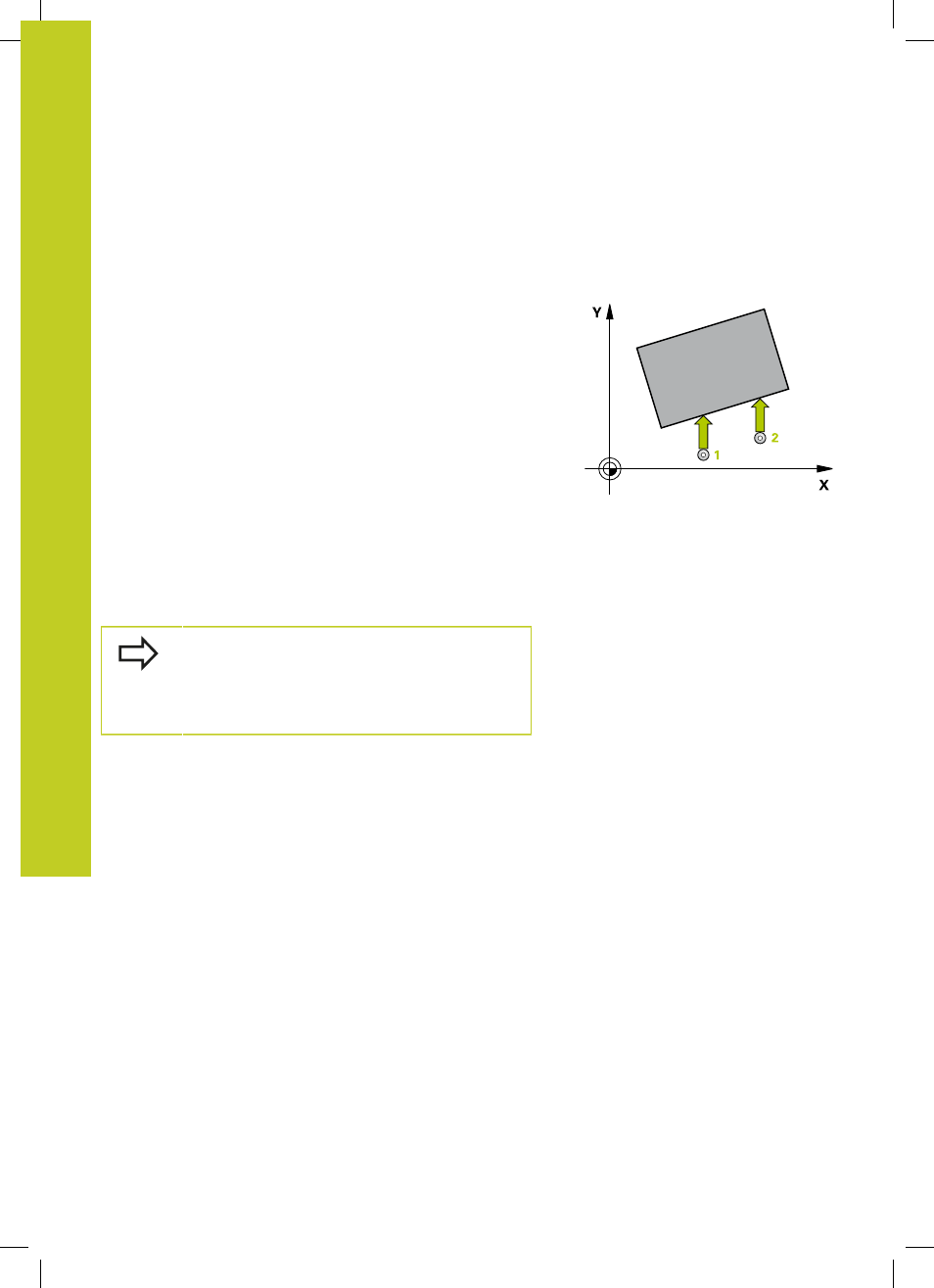
Mode opératoire du cycle
En mesurant deux points qui doivent être situés sur une droite, le
cycle palpeur 400 détermine le désalignement d'une pièce. Avec la
fonction Rotation de base, la TNC compense la valeur mesurée.
1 La TNC positionne le palpeur au point de palpage
1
en avance
rapide (valeur de la colonne
FMAX) et selon la logique de
positionnement. (voir "Exécuter les cycles palpeurs", Page 410)
La TNC décale alors le palpeur de la valeur de la distance
d'approche, dans le sens opposé du sens de déplacement.
2 Le palpeur se déplace ensuite à la hauteur de mesure
programmée et exécute la première opération de palpage
suivant l'avance de palpage (colonne
F).
3 Puis, le palpeur se rend au point de palpage suivant
2
et exécute
la deuxième opération de palpage.
4 La TNC rétracte le palpeur à la hauteur de sécurité et exécute la
rotation de base calculée.
Attention lors de la programmation !
Avant de définir le cycle, vous devez avoir
programmé un appel d'outil pour définir l'axe du
palpeur.
La TNC annule toute rotation de base active en début
de cycle.