4 exemples de programmation, Exemple : cercles de trous, Exemples de programmation – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 174
Cycles d'usinage : définitions de motifs
6.4
Exemples de programmation
6
174
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
6.4
Exemples de programmation
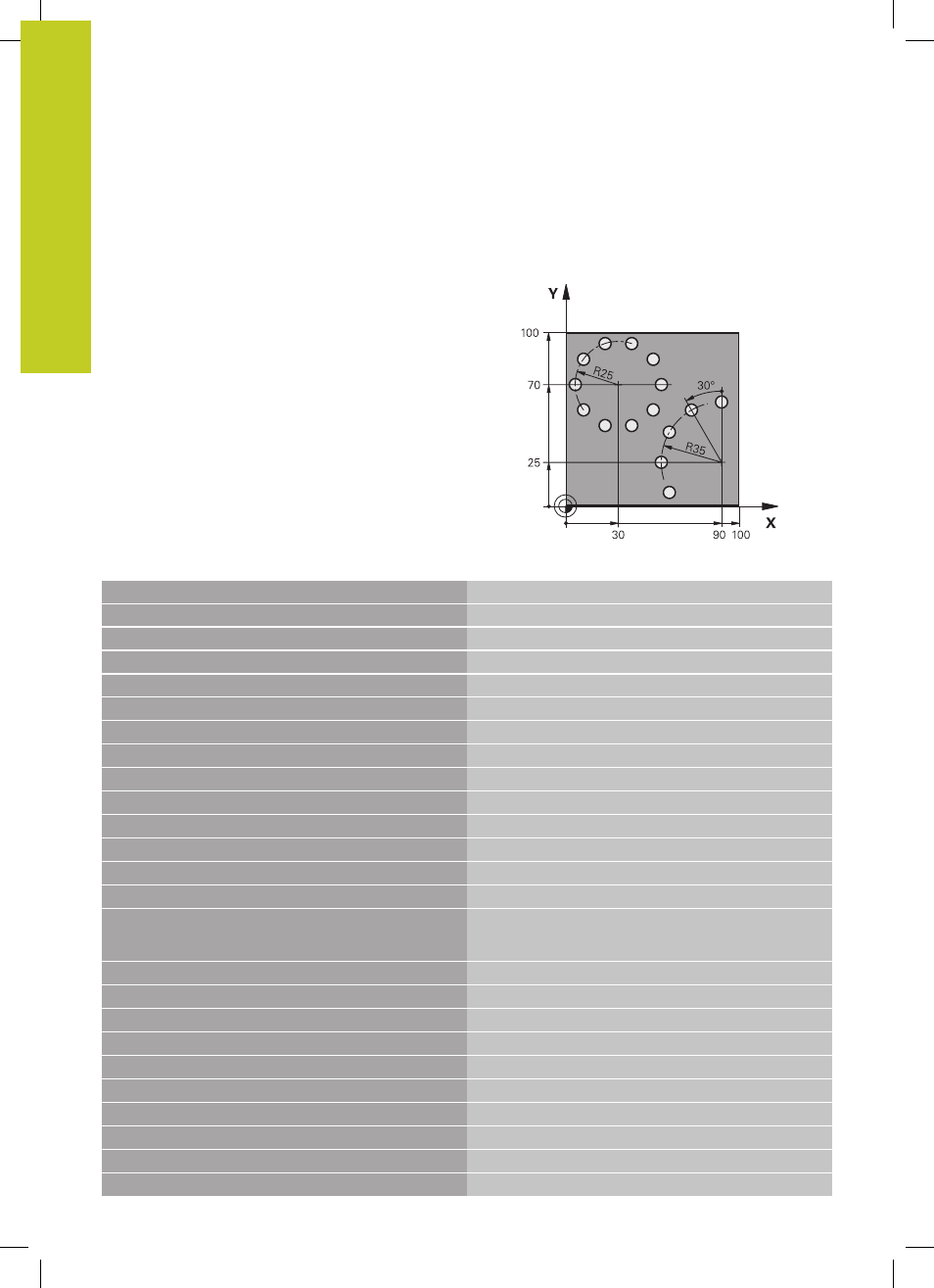
Exemple : Cercles de trous
0 BEGIN PGM CERCT RMM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Définition de la pièce brute
2 BLK FORM 0.2 Y+100 Y+100 Z+0
3 TOOL CALL 1 Z S3500
Appel de l'outil
4 L Z+250 R0 FMAX M3
Dégager l'outil
5 CYCL DEF 200 PERÇAGE
Définition du cycle Perçage
Q200=2
;DISTANCE D'APPROCHE
Q201=-15
;PROFONDEUR
Q206=250
;AVANCE PLONGÉE PROF.
Q202=4
;PROFONDEUR PASSE
Q210=0
;TEMPO. EN HAUT
Q203=+0
;COORD. SURFACE PIÈCE
Q204=0
;SAUT DE BRIDE
Q211=0.25
;TEMPO AU FOND
6 CYCL DEF 220 CERCLE DE TROUS
Déf. cycle Cercle de trous 1, CYCL 200 appelé
automatiquement, Q200, Q203 et Q204 ont les valeurs du
cycle 220
Q216=+30
;CENTRE 1ER AXE
Q217=+70
;CENTRE 2ÈME AXE
Q244=50
;DIA. CERCLE PRIMITIF
Q245=+0
;ANGLE INITIAL
Q246=+360
;ANGLE FINAL
Q247=+0
;INCRÉMENT ANGULAIRE
Q241=10
;NOMBRE D'USINAGES
Q200=2
;DISTANCE D'APPROCHE
Q203=+0
;COORD. SURFACE PIÈCE
Q204=100
;SAUT DE BRIDE