13 exemples de programmation, Exemple: ellipse – HEIDENHAIN TNC 640 (34059x-01) Manuel d'utilisation
Page 324
324
Programmation: Paramètres Q
8.13 Ex
emples de pr
ogr
a
mmation
8.13 Exemples de programmation
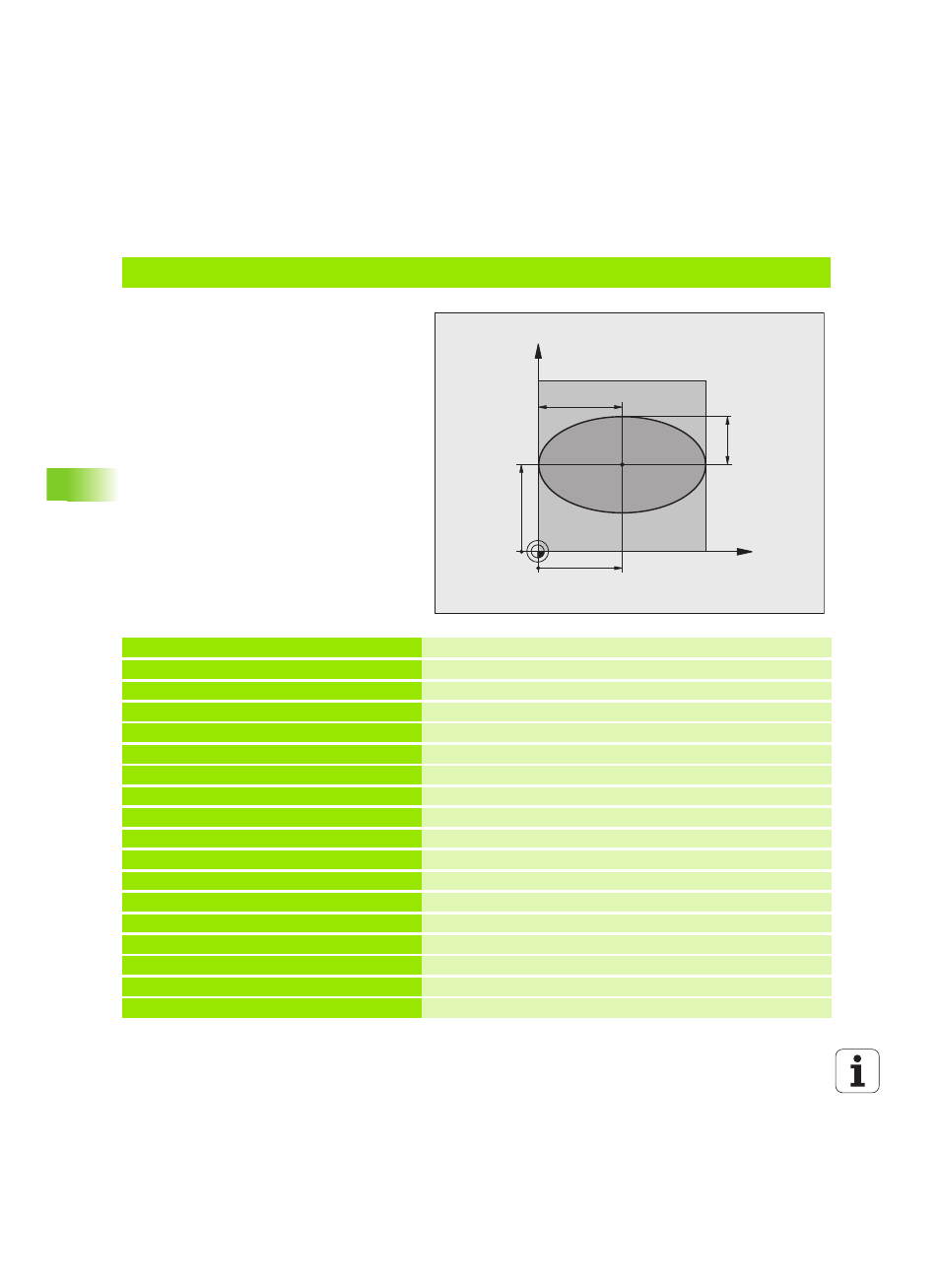
Exemple: Ellipse
Déroulement du programme
Le contour de l'ellipse est constitué de
nombreux petits segments de droite (à définir
avec Q7). Plus le nombre d'incréments est
grand, plus le contour sera lisse.
Le sens de fraisage est défini avec l'angle initial
et l'angle final dans le plan:
Sens d'usinage horaire:
Angle initial > angle final
Sens d'usinage anti-horaire:
Angle initial < angle final
Le rayon d’outil n’est pas pris en compte
0 BEGIN PGM ELLIPSE MM
1 FN 0: Q1 = +50
Centre de l’axe X
2 FN 0: Q2 = +50
Centre de l’axe Y
3 FN 0: Q3 = +50
Demi-axe X
4 FN 0: Q4 = +30
Demi-axe Y
5 FN 0: Q5 = +0
Angle initial dans le plan
6 FN 0: Q6 = +360
Angle final dans le plan
7 FN 0: Q7 = +40
Nombre d'incréments de calcul
8 FN 0: Q8 = +0
Position angulaire de l'ellipse
9 FN 0: Q9 = +5
Profondeur de fraisage
10 FN 0: Q10 = +100
Avance de plongée
11 FN 0: Q11 = +350
Avance de fraisage
12 FN 0: Q12 = +2
Distance d’approche pour le prépositionnement
13 BLK FORM 0.1 Z X+0 Y+0 Z-20
Définition de la pièce brute
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL CALL 1 Z S4000
Appel d'outil
16 L Z+250 R0 FMAX
Dégager l'outil
17 CALL LBL 10
Appeler l’usinage
X
Y
50
50
30
50