Déroulement du cycle – HEIDENHAIN 530 (340 49x-07) Cycle programming Manuel d'utilisation
Page 498
498
Cycles palpeurs : mesure automatique de la cinématique
1
8
.5 COMPENSA
TION PRESET (cy
c
le 452, DIN/ISO: G452, option)
18.5 COMPENSATION PRESET
(cycle 452, DIN/ISO: G452,
option)
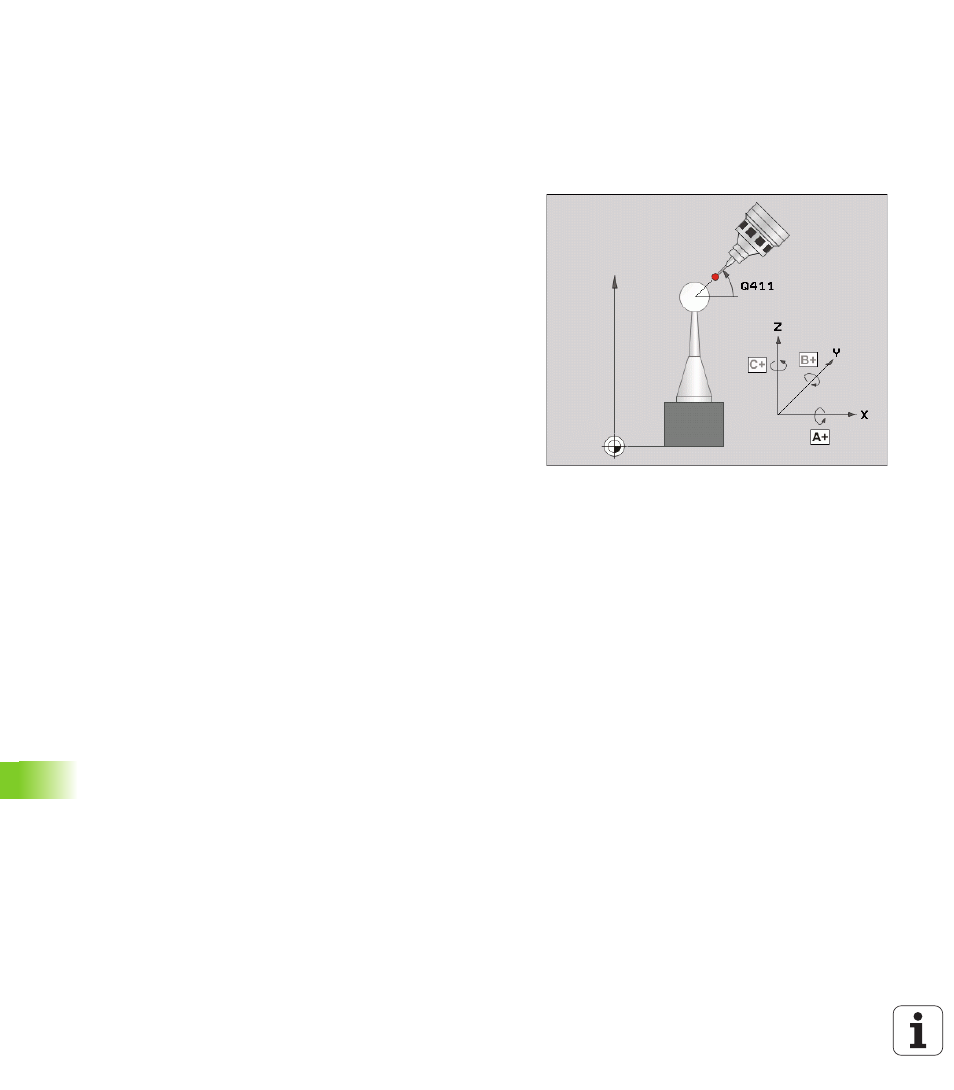
Déroulement du cycle
Le cycle palpeur 452 vous permet d'optimiser la chaîne de
transformation cinématique de votre machine (voir „MESURE
CINEMATIQUE (cycle 451, DIN/ISO: G451, option)” à la page 482). La
TNC corrige ensuite également le système de coordonnées pièce
dans le modèle cinématique de manière à ce que le Preset actuel soit
au centre de la bille étalon à l'issue de l'optimisation.
Ce cycle vous permet, par exemple, d'ajuster entre elles des têtes
interchangeables.
1
Fixer la bille étalon
2
Mesurer entièrement la tête de référence avec le cycle 451 et
utiliser ensuite le cycle 451 pour initialiser le Preset au centre de la
bille
3
Installer la deuxième tête
4
Mesurer la tête interchangeable avec le cycle 452 jusqu'au point
de changement de tête
5
Avec le cycle 452, régler les autres têtes interchangeables par
rapport à la tête de référence.