3 plan de reference polaire (cycle 1), Déroulement du cycle, Attention lors de la programmation – HEIDENHAIN 530 (340 49x-07) Cycle programming Manuel d'utilisation
Page 419
HEIDENHAIN iTNC 530
419
16.3 PLAN DE REFERENCE polair
e
(cy
c
le 1)
16.3 PLAN DE REFERENCE polaire
(cycle 1)
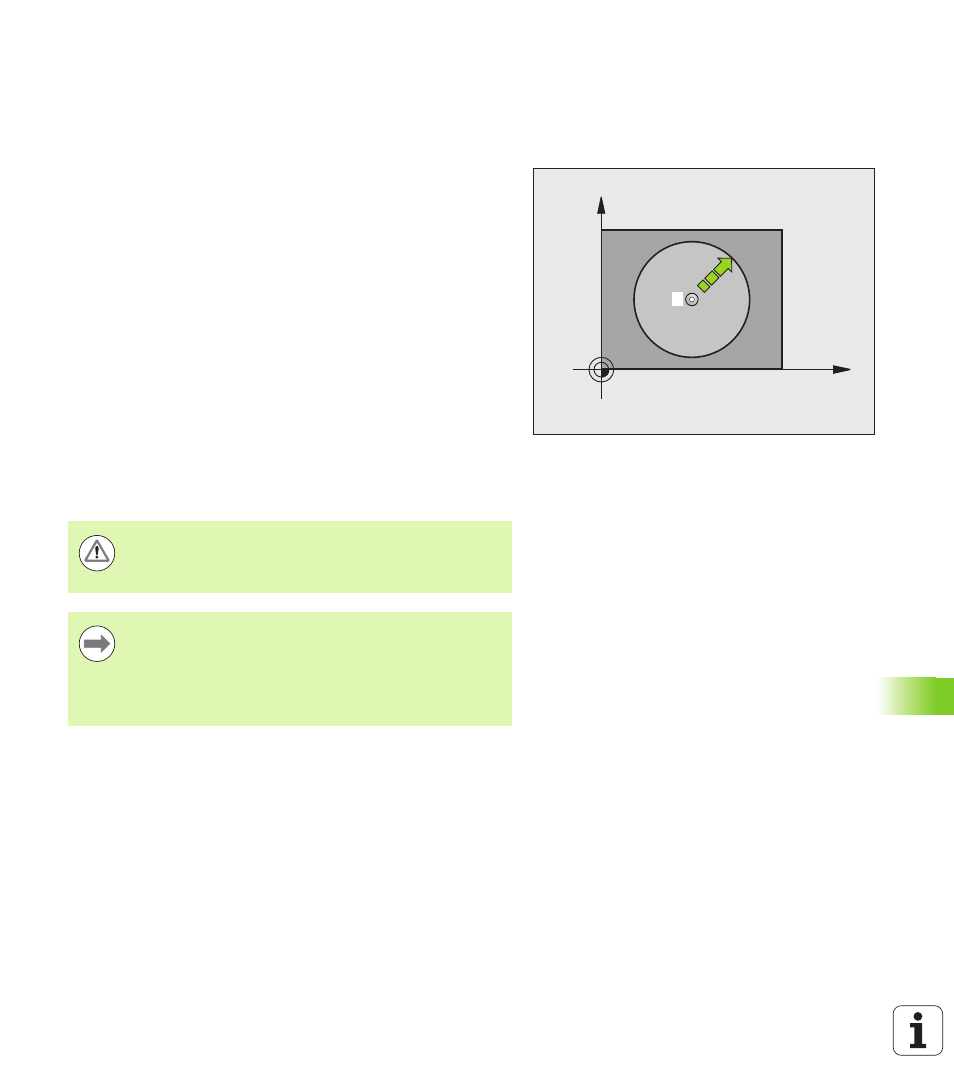
Déroulement du cycle
Le cycle palpeur 1 détermine une position au choix sur la pièce, dans
n'importe quel sens de palpage
1
En suivant une trajectoire 3D, le palpeur aborde en avance rapide
(valeur issue de MP6150) la position
1
programmée dans le cycle
pour le pré-positionnement
2
Le palpeur exécute ensuite l'opération de palpage avec l'avance de
palpage (PM6120). Lors de l'opération de palpage, la TNC déplace
le palpeur simultanément sur 2 axes (en fonction de l'angle de
palpage). Il convient de définir le sens de palpage avec l'angle
polaire dans le cycle
3
Lorsque la TNC a enregistré la position, le palpeur retourne au
point initial de l'opération de palpage. La TNC mémorise dans les
paramètres Q115 à Q119 les coordonnées de la position où se
trouve le palpeur au moment du signal de commutation.
Attention lors de la programmation!
X
Y
1
Attention, risque de collision!
Pré-positionner le palpeur de manière à éviter toute
collision à l'approche du pré-positionnement programmé.
L'axe de palpage défini dans le cycle définit le plan de
palpage :
Axe de palpage X: Plan X/Y
Axe de palpage Y: Plan Y/Z
Axe de palpage Z: Plan Z/X