HEIDENHAIN 530 (340 49x-07) Cycle programming Manuel d'utilisation
Page 483
HEIDENHAIN iTNC 530
483
1
8
.4 MESURE CINEMA
TIQUE (cy
c
le 451, DIN/ISO: G451, option)
4
La TNC mesure automatiquement et successivement tous les
axes rotatifs avec la résolution souhaitée
5
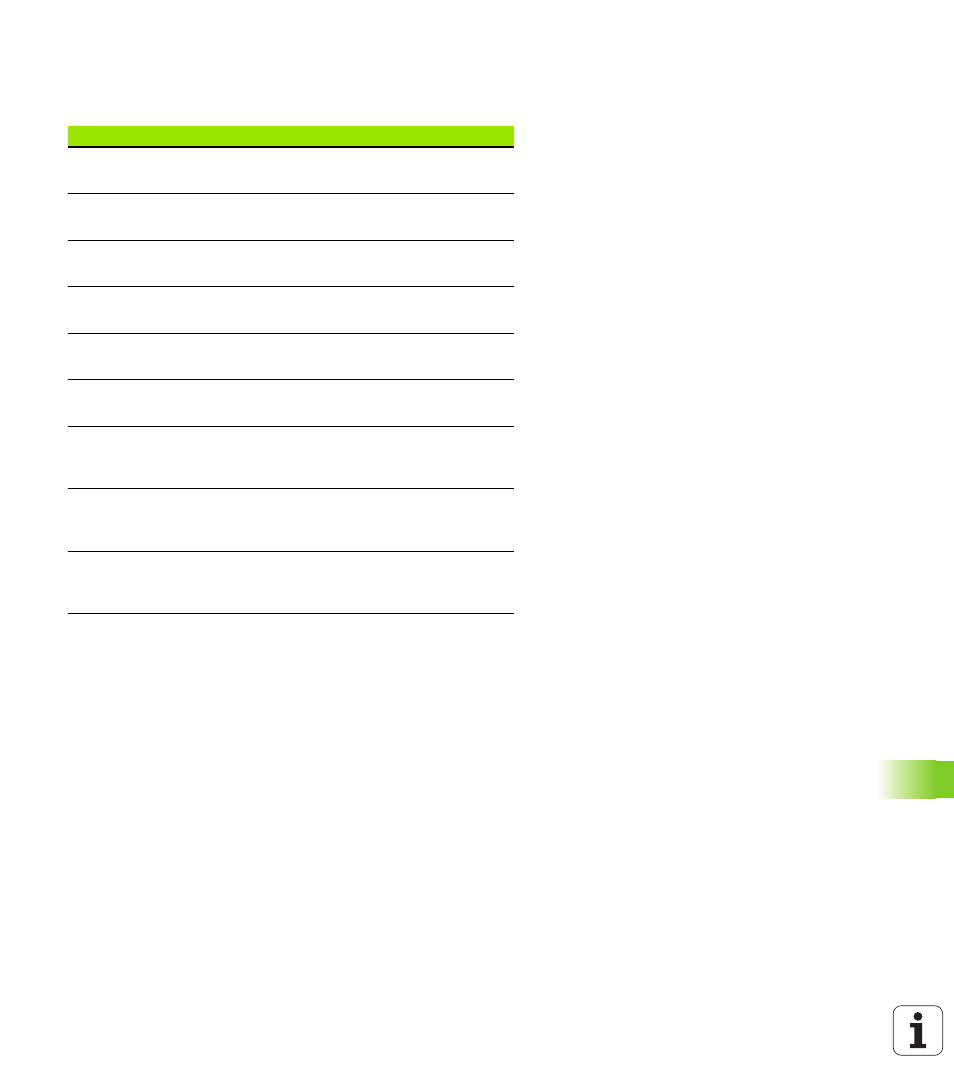
La TNC mémorise les valeurs de mesure dans les paramètres Q
suivants:
Numéro paramètre
Signification
Q141 Ecart
standard
mesuré dans l'axe A (–1 si
l'axe n'a pas été mesuré)
Q142
Ecart standard mesuré dans l'axe B (–1 si
l'axe n'a pas été mesuré)
Q143
Ecart standard mesuré dans l'axe C (–1 si
l'axe n'a pas été mesuré)
Q144
Ecart standard optimisé dans l'axe A (–1 si
l'axe n'a pas été optimisé)
Q145
Ecart standard optimisé dans l'axe B (–1 si
l'axe n'a pas été optimisé)
Q146
Ecart standard optimisé dans l'axe C (–1 si
l'axe n'a pas été optimisé)
Q147
Erreur d'offset dans le sens X, pour le
transfert manuel dans le paramètre-
machine correspondant
Q148
Erreur d'offset dans le sens Y, pour le
transfert manuel dans le paramètre-
machine correspondant
Q149
Erreur d'offset dans le sens Z, pour le
transfert manuel dans le paramètre-
machine correspondant