4 mesure angle (cycle 420, din/iso: g420), Déroulement du cycle, Attention lors de la programmation – HEIDENHAIN 530 (340 49x-07) Cycle programming Manuel d'utilisation
Page 421
HEIDENHAIN iTNC 530
421
16.4 MESURE ANGLE (cy
c
le 420, DIN/ISO: G420)
16.4 MESURE ANGLE (cycle 420,
DIN/ISO: G420)
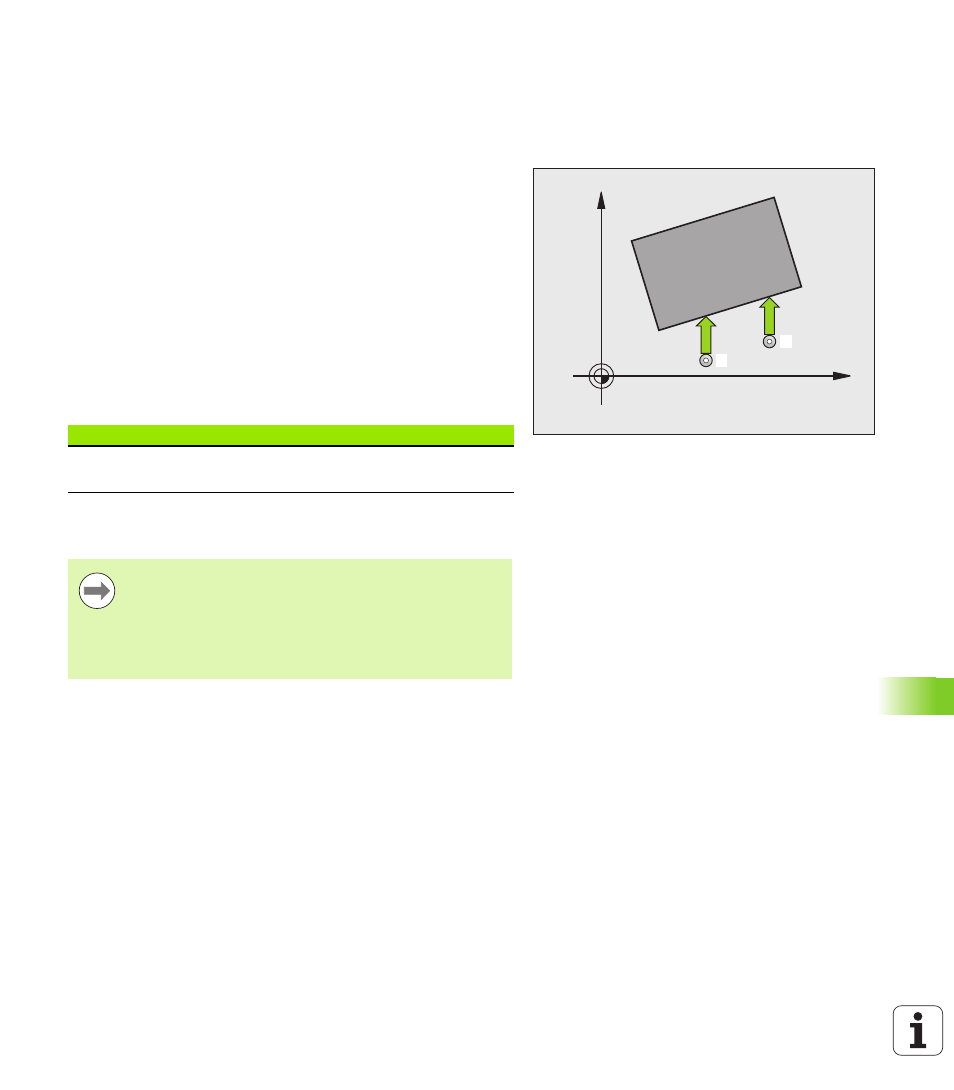
Déroulement du cycle
Le cycle palpeur 420 détermine l'angle formé par n'importe quelle
droite et l'axe principal du plan d'usinage.
1
La TNC positionne le palpeur en avance rapide (valeur issue de
PM6150) et, selon la logique de positionnement, (voir „Exécuter
les cycles palpeurs” à la page 334)au point de palpage
1
. Ce
faisant, la TNC décale le palpeur de la valeur de la distance
d'approche, dans le sens opposé au sens de déplacement défini
2
Le palpeur se déplace ensuite à la hauteur de mesure programmée
et exécute la première opération de palpage avec l'avance de
palpage (MP6120)
3
Puis, le palpeur se déplace au point de palpage suivant
2
et
exécute la deuxième opération de palpage
4
La TNC dégage le palpeur à la hauteur de sécurité et mémorise
l'angle calculé dans le paramètre Q suivant :
Attention lors de la programmation!
X
Y
1
2
Numéro paramètre
Signification
Q150
Angle mesuré se référant à l'axe principal
du plan d'usinage
Avant de définir le cycle, vous devez avoir programmé un
appel d'outil pour définir l'axe du palpeur.
Si l'axe du palpeur = axe de mesure, sélectionner Q263
égal à Q265 si l'angle doit être mesuré en direction de l'axe
A ; sélectionner Q263 différent de Q265 si l'angle doit être
mesuré en direction de l'axe B.