HEIDENHAIN NC 124 Manuel d'utilisation
Page 82
7
Cycles de perçage et schémas de trous et cycles de fraisage dans le programme
82
TNC 124
TARAUDAGE
Le cycle 2.0 TARAUDAGE vous permet d'usiner sur la pièce des
filets vers la droite ou vers la gauche.
Pas d'effet du potentiomètre lors du taraudage
Lorsque vous usinez avec un cycle 2.0 TARAUDAGE, le bouton
du potentiomètre de broche et du potentiomètre d'avance n'a pas
de fonction.
Mandrin de compensation nécessaire
Pour le cycle 2.0 TARAUDAGE, la TNC a besoin d'un mandrin de
compensation linéaire. Pendant le taraudage, ce mandrin com-
pense les écarts par rapport à l'avance programmée F et à la
vitesse de rotation broche programmée S .
Usiner les filets vers la droite ou vers la gauche
Filet à droite:
MARCHE broche avec fonction auxiliaire M 3
Filet à gauche:
MARCHE broche avec fonction auxiliaire M 4
Appel de cycle
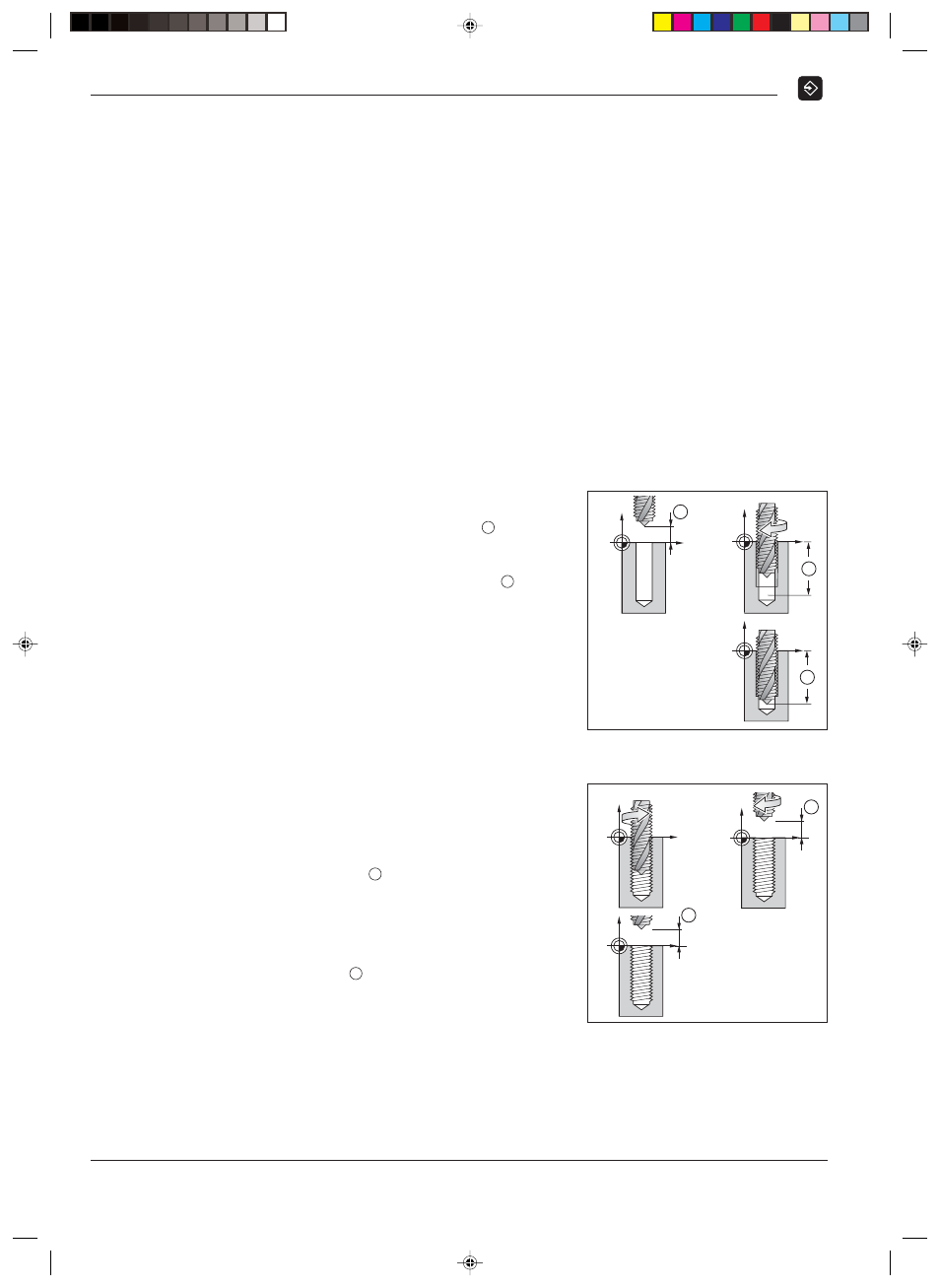
Le déroulement du cycle est décrit aux figures 7.4 et 7.5.
I
:
La TNC positionne le foret à la distance d'approche au-dessus
de la surface de la pièce.
II
:
Suivant l'avance F, la TNC perce jusqu'à la fin du filet
.
III
:
A la fin du filet, la TNC inverse le sens de rotation broche et, à
l'issue de la temporisation, rétracte le foret à la hauteur de sécurité.
IV
:
Au-dessus du filet, la TNC inverse à nouveau le sens de rotation
broche.
Calculer l'avance F
Formule pour l'avance: F = S p en [mm/min.], avec
S: Vitesse de rotation broche [tours/min.]
p: Pas de vis en [mm]
Données à introduire dans le cycle 2.0 TARAUDAGE
Hauteur de sécurité - HAUT.
Hauteur de sécurité dans laquelle la TNC peut déplacer le foret
dans le plan d'usinage sans risque de collision.
Distance d'approche - DIST.
De la hauteur de sécurité à la distance d'approche, la TNC
déplace l'outil en avance rapide.
Valeur indicative: DIST = 4 pas de vis p
Surface de la pièce - SURF.
Coordonnée de la surface de la pièce en valeur absolue.
Longueur du filet - PROF.
Distance entre la surface de la pièce et la fin du filet.
Temporisation - TEMP. en [s]
La temporisation permet d'éviter que le foret ne se coince lors
de sont retrait. Le constructeur de la machine vous fournira
plus amples informations sur la temporisation.
Valeur indicative: TEMP. = 0 à 0,5 s
Avance - F en [mm/min.]
Vitesse de déplacement du foret lors du taraudage
I
B
II
B
A
Cycles de perçage dans le programme
III
IV
A
A
A
B
Fig. 7.5:
Etapes III et IV du cycle
2.0 TARAUDAGE
A
B
Fig. 7.4:
Etapes I et II du cycle
2.0 TARAUDAGE
FR_124_07.PM6
19.07.04, 11:04
82