HEIDENHAIN NC 124 Manuel d'utilisation
Page 65
5
Mémorisation des programmes
TNC 124
65
Avance F, vitesse de rotation broche S et fonction auxiliaire M
Outre la géométrie de la pièce, vous pouvez également définir et
modifier dans le programme les valeurs suivantes:
Avance d'usinage F en [mm/min.]
Fonction auxiliaire M
Vitesse de rotation broche S en [tours/min.]
L'avance F, la fonction auxilaire M ainsi que la vitesse de rotation
broche S sont contenues dans des séquences de programme à
part entière et deviennent actives dès que la TNC a exécuté la
séquence à l'intérieur de laquelle elles se trouvent.
Ces séquences doivent être situées dans le programme avant les
séquences de positionnement sur lesquelles elles doivent agir.
Introduire l'avance F
L'avance d'usinage a un effet modal.
Cela signifie que l'avance programmée reste active jusqu'à ce
qu'une nouvelle avance soit programmée.
Exception: avance rapide F MAX
Avance rapide F MAX
Vous pouvez également déplacer les axes de la machine en
avance rapide ( F MAX ). Le constructeur de la machine détermine
l'avance rapide F MAX dans un paramètre-machine.
F MAX n'a pas d'effet modal.
Après une séquence CN contenant F MAX, la dernière avance F
que vous avez introduite en valeur numérique redevient active.
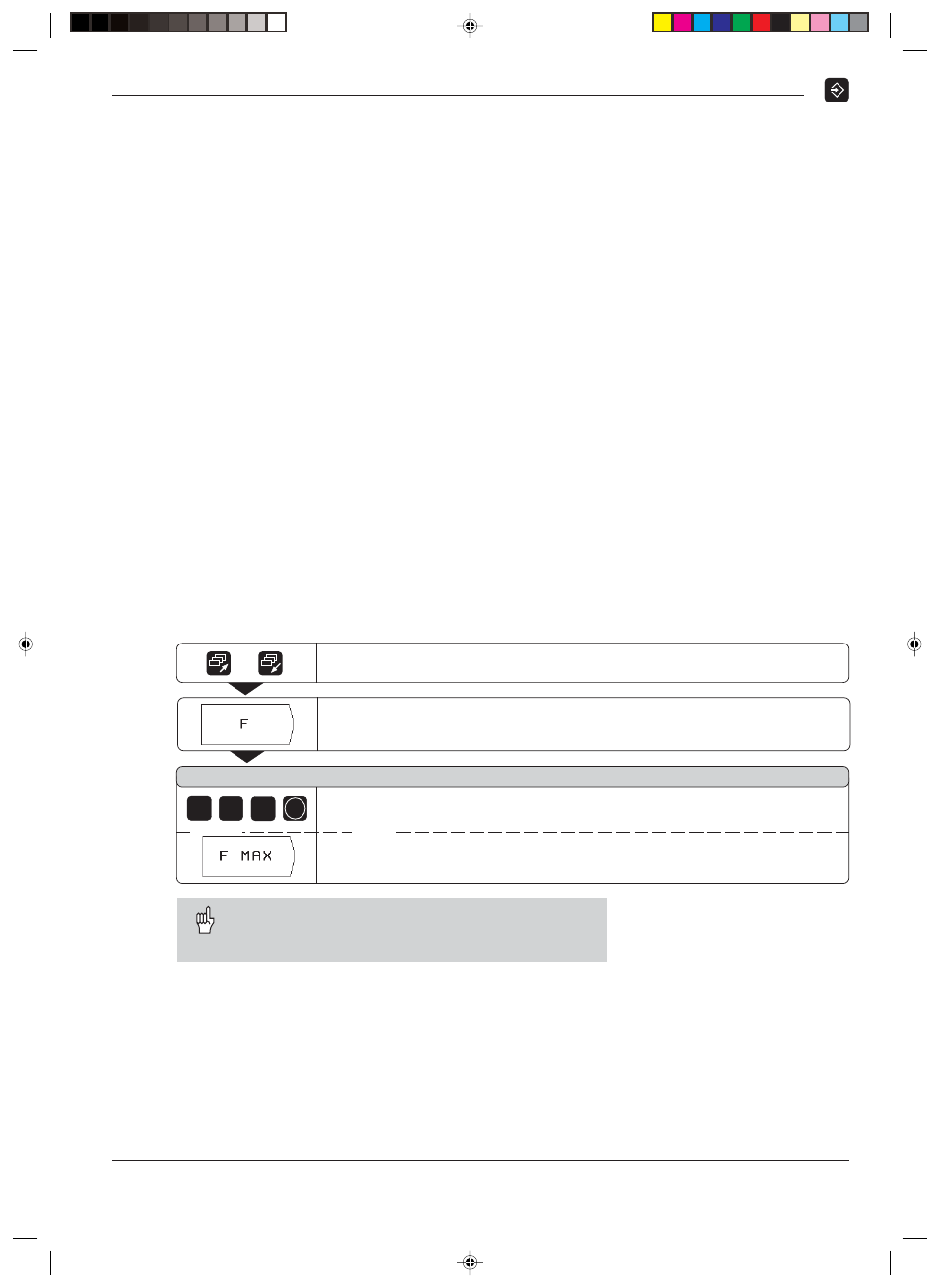
Exemple d'introduction
Mode de fonctionnement MEMORISATION/EDITION DE PROGRAMME
Feuilleter jusqu'au quatrième menu de softkeys.
/
Sélectionner l'avance F .
Avance ?
5
0
0
ENT
Introduire l'avance F , par ex. F = 500 mm/min.
Valider l'introduction. Plage d'introduction 0 à 30 000 mm/min.
ou
ou
Sélectionner l'avance rapide F MAX .
A l'aide du potentiomètre d'avance situé sur le panneau
de commande de la TNC, vous pouvez modifier l'avance
progressivement en cours d'usinage
FR_124_05.PM6
19.07.04, 10:24
65