Mémorisation des programmes – HEIDENHAIN NC 124 Manuel d'utilisation
Page 59
5
Mémorisation des programmes
TNC 124
59
Mémorisation des programmes
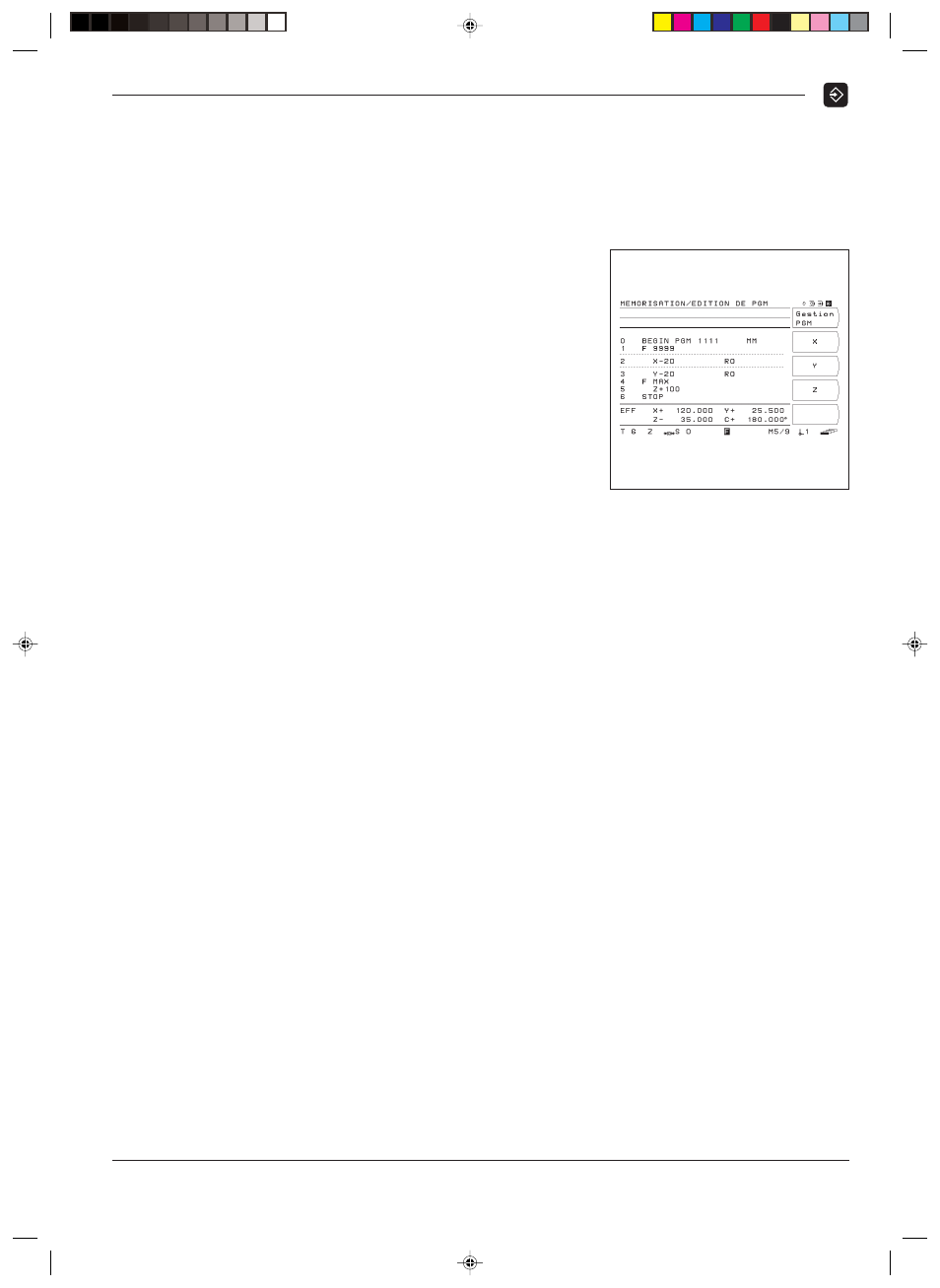
La TNC 124 en mode de fonctionnement MEMORISATION/EDITION DE PROGRAMME
En mode MEMORISATION/EDITION DE PROGRAMME, vous
mémorisez dans la TNC les séquences d'une opération d'usinage,
par exemple, pour l'usinage de petites séries.
Programmes de la TNC
La TNC mémorise les séquences pour un usinage à l'aide de
programmes d'usinage. Vous pouvez modifier ces programmes, les
compléter et les exécuter aussi souvent que vous le désirez.
Avec la fonction Externe, les programmes peuvent être mé-
morisés sur l'unité à disquettes FE 401 de HEIDENHAIN et, au
besoin, lus par la TNC.
Dans ce cas, vous n'avez pas besoin de réintroduire manuellement
à partir du clavier une nouvelle fois le programme.
Vous pouvez également transférer les programmes sur un PC ou
une imprimante.
Capacité de la mémoire de programmes
La TNC 124 est en mesure de mémoriser simultanément jusqu'à
20 programmes, soit au total 2 000 séquences CN.
Un programme comporte au maximum 1 000 séquences CN.
Affichage de positions pendant l'introduction du programme
En mode de fonctionnement MEMORISATION/EDITION DE
PROGRAMME,
la TNC affiche les positions actuelles en bas de l'écran,
au même niveau que celui de la softkey la plus basse.
Fonctions programmables
Valeurs nominales de positions
Avance F, vitesse de rotation broche S et fonction auxiliaire M
Appel d'outil
Cycles Perçage et Taraudage
Cycles Cercle de trous et Rangées de trous
Répétitions de partie de programme:
Une partie de programme est programmée une seule fois et
peut être exécutée de manière successive jusqu'à 999 fois.
Sous-programmes:
Une partie de programme est programmée une seule fois et
exécutée à différents endroits du programme et le nombre de
fois désiré.
Appel du point de référence
Temporisation
Interruption de programme
Prise en compte des positions: Mode Teach-In
Il vous est possible de saisir directement dans le programme les
positions effectives de l'outil; il en va de même pour les positions
nominales d'une opération d'usinage.
Dans de nombreux cas, la fonction Teach-In vous épargne de
lourdes écritures de programme.
Une fois le programme est achevé, que doit-on faire ?
Le mode de fonctionnement EXECUTION DE PROGRAMME (exécution d'un
programme pour l'usinage d'une pièce) est décrit au chapitre 10.
5
Fig. 5.1:
Premier menu de softkeys en mode
de fonctionnement MEMORISA-
TION/EDITION DE PROGRAMME
FR_124_05.PM6
19.07.04, 10:24
59