Acier inoxydable, Plasma h35 / protection n, 400 a – Hypertherm HPR800XD Auto Gas Manuel d'utilisation
Page 168: Métrique, Impérial, Marquage
Fonctionnement
4-64
HPR800XD Auto Gas
– 806502 Révision 1
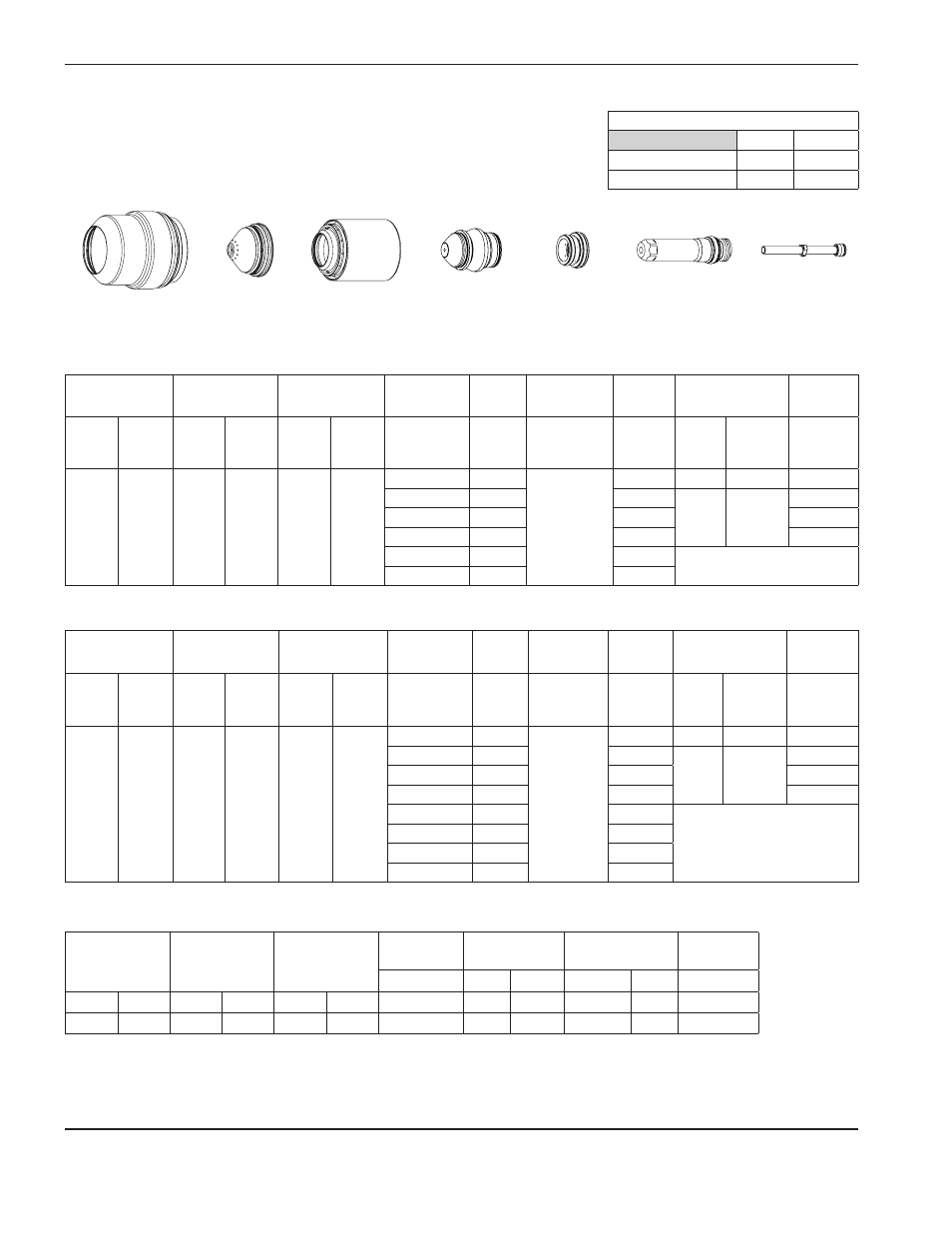
Acier inoxydable
Plasma H35 / Protection N
2
400 A
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement
de coupe
Épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur de
perçage initiale
Délai de
perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
mm
Volts
mm
mm/min
mm
Facteur
en %
Secondes
H35
N
2
30
45
86
45
20
180
9,0
1100
14,5
150
0,7
25
181
905
19,0
210
1,0
30
184
800
1,5
40
186
600
2,0
50
192
400
Amorçage de l’arête
60
198
280
Métrique
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement
de coupe
Épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur de
perçage initiale
Délai de
perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
po
Volts
po
po/min
po
Facteur
en %
Secondes
H35
N
2
30
45
86
45
3/4
180
0.35
45
0.53
150
0.7
1
181
35
0.75
210
1.0
1-1/4
184
30
1.5
1-1/2
186
25
2.0
1-3/4
189
20
Amorçage de l’arête
2
192
15
2-1/4
198
12
2-1/2
202
10
Impérial
220707
220637
220709
220712
220405
220708
Marquage
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement
de coupe
Intensité
Distance
torche-pièce
Vitesse de
marquage
Tension
de l’arc
Ampères
mm
po
mm/min
po/min
Volts
N
2
N
2
10
10
10
10
22
2,5
0.10
1270
50
94
Ar
N
2
30
10
30
10
24
3,0
0.12
2540
100
50
220571
Débit – L/min / scfh
H35
N
2
Prégaz
0 / 0
189 / 400
Écoulement de coupe 86 / 182 123 / 260