Coupe chanfreinée sur acier inoxydable, Plasma h35 et n, Protection n – Hypertherm HPR800XD Auto Gas Manuel d'utilisation
Page 157: 130 a, Marquage
Fonctionnement
HPR800XD Auto Gas
– 806502 Révision 1
4-53
Métrique
Impérial
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement
de coupe
Écartement
minimal
Épaisseur
équivalente
du matériau
Distance
torche-pièce
Vitesse
de
coupe
Hauteur
de perçage
initiale
Délai de
perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Mélange
de
gaz 1
Mélange
de
gaz 2
mm
mm
Plage (mm) mm/min mm Facteur
en % Secondes
H35
N
2
19
51
75
80
32
18
2,0
6
3,0 – 10,0
1835
6,0
200
0,3
8
1515
10
1195
12
3,5 – 10,0
875
7,0
0,5
15
3,8 – 10,0
670
7,6
0,8
20
3,0 – 10,0
305
7,7
180
1,3
Note :
La plage d’angles de chanfrein est comprise entre 0 et 45°.
Coupe chanfreinée sur acier inoxydable
Plasma H35 et N
2
/ Protection N
2
130 A
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement
de coupe
Écartement
minimal
Épaisseur
équivalente
du matériau
Distance
torche-pièce
Vitesse
de
coupe
Hauteur
de perçage
initiale
Délai de
perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Mélange
de
gaz 1
Mélange
de
gaz 2
po
po
Plage (po)
po/min
po Facteur
en % Secondes
H35
N
2
19
51
75
80
32
18
0.080
1/4
0.12 – 0.40
70
0.24
200
0.3
5/16
60
3/8
50
1/2
0.14 – 0.40
30
0.28
0.5
5/8
0.15 – 0.40
25
0.30
0.8
3/4
0.17 – 0.40
15
0.31
180
1.3
Marquage
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement
de coupe
Intensité
Distance
torche-pièce
Vitesse de
marquage
Tension
de l’arc
Ampères
mm
po
mm/min
po/min
Volts
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
130
Ar
N
2
50
10
50
10
15
3,0
0.12
2540
100
75
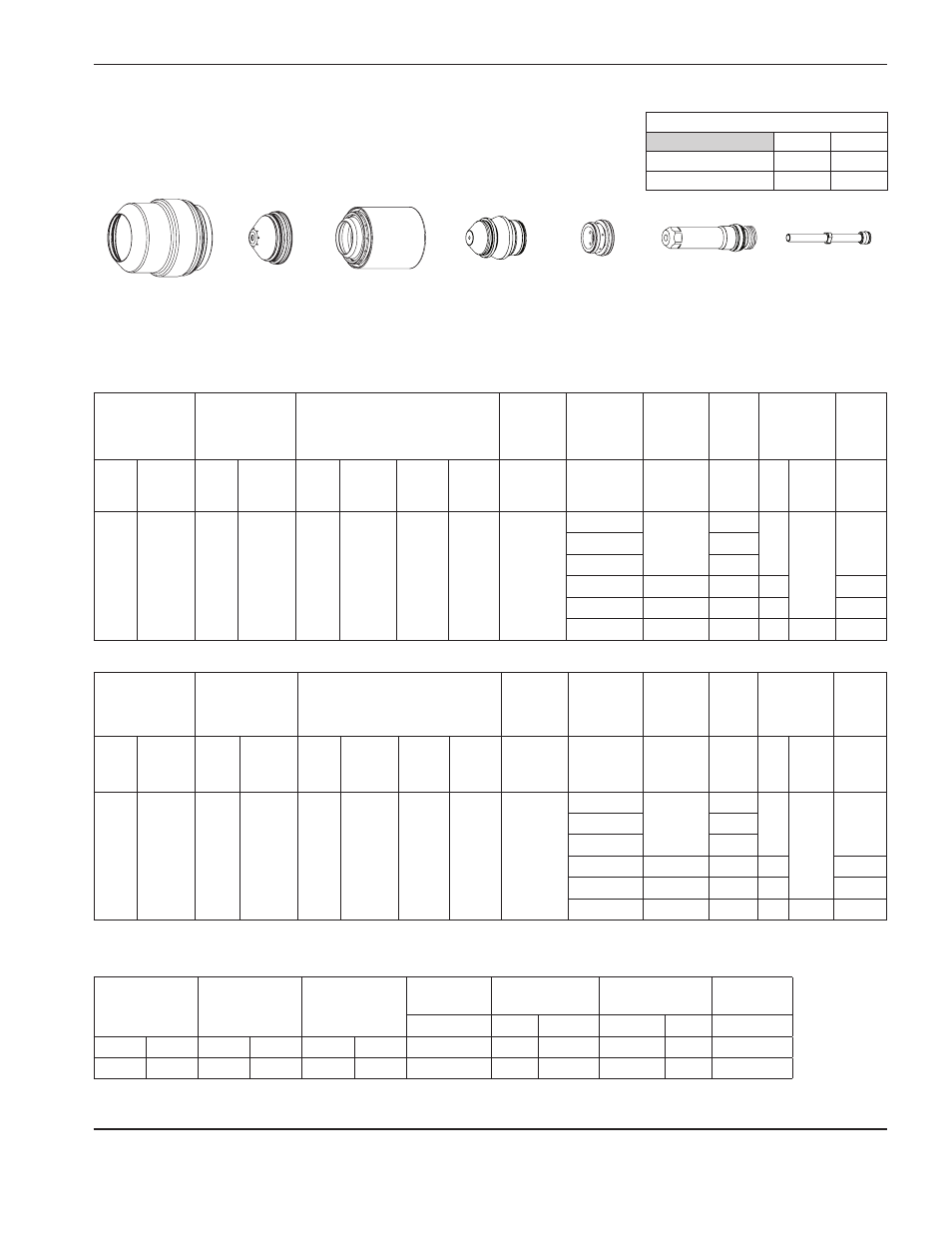
220738
220637
220606
220739
220179
220656
220571
Débit – L/min / scfh
H35
N
2
Prégaz
0 / 0
97 / 205
Écoulement de coupe 13 / 28 120 / 250