HEIDENHAIN 530 (340 49x-07) Manuel d'utilisation
Page 523
HEIDENHAIN iTNC 530
523
12.6 Cor
rection d'outil tr
idimensi
onnelle (option de logiciel 2)
Fonction
Lorsque vous exécutez un programme avec des vecteurs normaux
aux surfaces, et que vous avez affecté à l'outil actif un tableau des
valeurs de correction dans le tableau d'outils (colonne DR2TABLE), alors
la TNC calcule les valeurs à partir du tableau des valeurs de correction
et non pas à partir des valeurs de correction DR2 dans TOOL.T
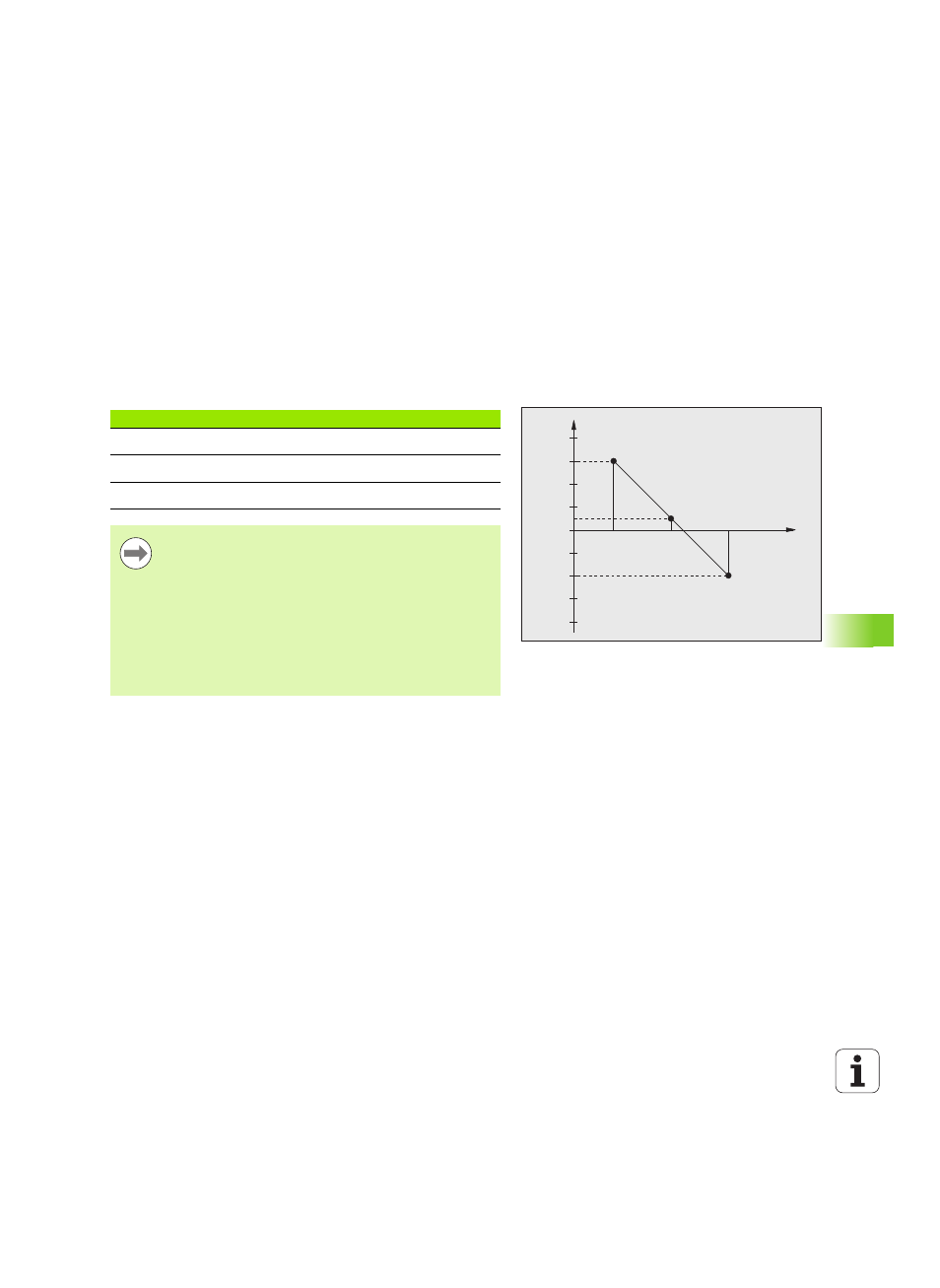
La TNC tient compte de la valeur du tableau des valeurs de correction,
qui est définie pour le point de contact actuel de l'outil avec la pièce.
Si le point de contact est situé entre deux points de correction, alors
la TNC interpole linéairement la valeur de correction entre les deux
angles voisins.
Exemple:
+0.04
+0.03
+0.02
+0.01
+0.005
0.04
0.03
0.02
0.01
40°
45°
50°
NOM - DR2
ANGLE
0
Valeur angulaire
Valeur de correction
40°
+0.03 mm (mesuré)
50°
-0.02 mm (mesuré)
45° (point de contact)
+0.005 mm (interpolé)
La TNC délivre un message d’erreur si vous ne pouvez pas
déterminer une valeur de correction par interpolation.
La programmation de M107 (inhibition du message d'erreur
avec des valeurs de correction positives) n'est pas
nécessaire, même si la valeur de correction est positive.
La TNC calcule DR2 à partir de TOOL.T ou une valeur de
correction à partir du tableau des valeurs de correction.
Des Offsets supplémentaires tels qu'une surépaisseur de
surface peuvent être définis via DR2 dans la séquence TOOL
CALL
.