3 appr oc he et sor tie du cont our – HEIDENHAIN 530 (340 49x-07) Manuel d'utilisation
Page 225
HEIDENHAIN iTNC 530
225
6.3 Appr
oc
he et sor
tie du cont
our
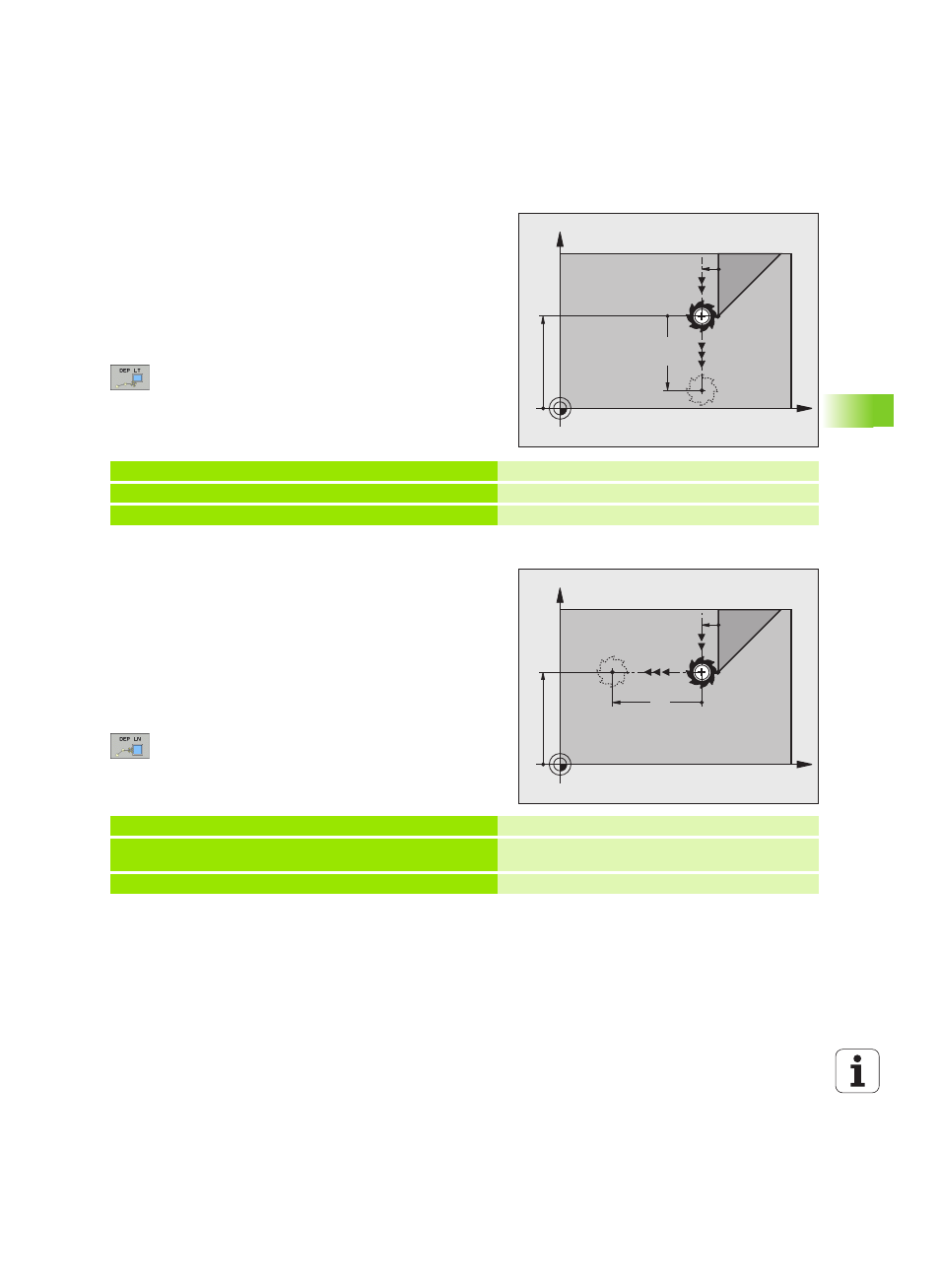
Sortie du contour par une droite avec
raccordement tangentiel: DEP LT
La TNC déplace l'outil sur une droite allant du dernier point du contour
P
E
jusqu'au point final P
N
. La droite est dans le prolongement du
dernier élément du contour. P
N
est situé à distance LEN de P
E
.
U
Programmer le dernier élément du contour avec le point final P
E
et
la correction de rayon
U
Ouvrir le dialogue avec la touche APPR/DEP et la softkey DEP LT:
U
LEN: Introduire la distance entre le point final P
N
et le
dernier élément du contour P
E
.
Exemple de séquences CN
Sortir du contour avec une droite
perpendiculaire au dernier élément du contour:
DEP LN
La TNC déplace l'outil sur une droite allant du dernier point du contour
P
E
jusqu'au point final P
N
. La droite est perpendiculaire au dernier
élément du contour.au point P
E
Les points P
N
et P
E
sont distants de la
valeur LEN + rayon d'outil.
U
Programmer le dernier élément du contour avec le point final P
E
et
la correction de rayon
U
Ouvrir le dialogue avec la touche APPR/DEP et la softkey DEP LN:
U
LEN: introduire la distance par rapport au point final P
N
Important: introduire LEN en positif!
Exemple de séquences CN
X
Y
20
P
E
RR
P
N
R0
RR
12.5
23 L Y+20 RR F100
Dernier élément contour: P
E
avec correction rayon
24 DEP LT LEN12.5 F100
S'éloigner du contour de LEN=12,5 mm
25 L Z+100 FMAX M2
Dégagement en Z, retour, fin du programme
X
Y
20
P
E
RR
P
N
R0
RR
20
23 L Y+20 RR F100
Dernier élément contour: P
E
avec correction rayon
24 DEP LN LEN+20 F100
S’éloigner perpendiculairement du contour de LEN =
20 mm
25 L Z+100 FMAX M2
Dégagement en Z, retour, fin du programme