Fraisage de filets (cycle 262) – HEIDENHAIN iTNC 530 (340 49x-04) Pilot Manuel d'utilisation
Page 58
58
Cy
cles d'u
s
inag
e de trous
et filets
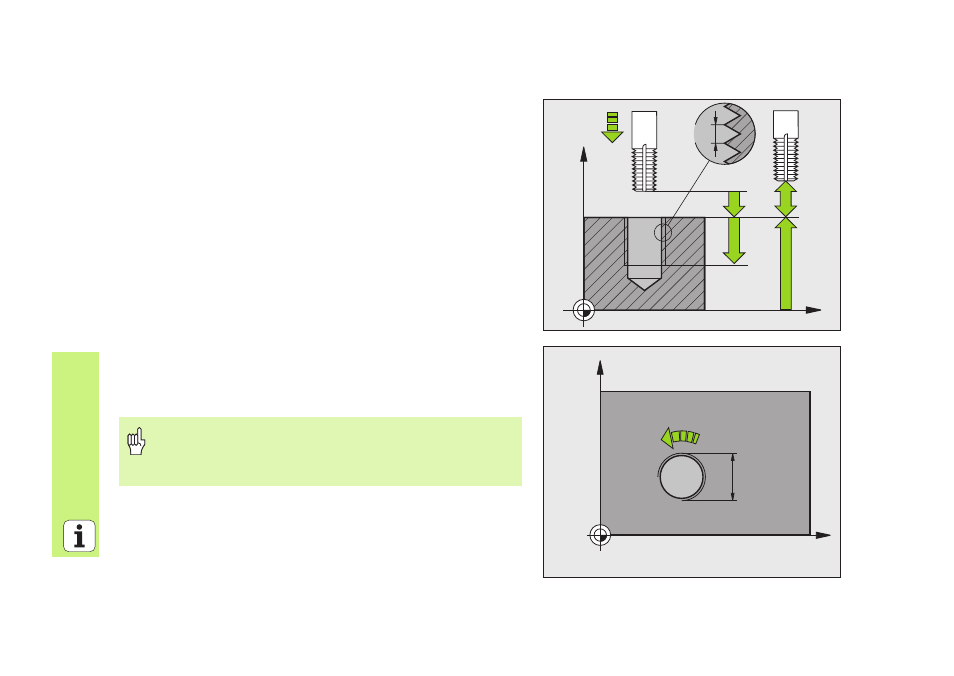
FRAISAGE DE FILETS (cycle 262)
Prépositionnement au centre du trou avec R0
CYCL DEF: Sélectionner le cycle 262 FRAISAGE DE FILETS
Diamètre nominal du filet: Q335
Pas de vis: Q239
Le signe détermine le sens du filet vers la droite ou vers la gauche:
Filet à droite: +
Filet à gauche: -
Profondeur de filetage: Distance entre la surface de la pièce et la fin
du filet: Q201
Nombre de filets par pas: Q355
Avance de pré-positionnement: Q253
Mode de fraisage: Q351
En avalant: +1
En opposition: -1
Distance d'approche: Q200
Coordonnée surface pièce: Q203
Saut de bride: Q204
Avance de fraisage: Q207
Notez que la TNC exécute un déplacement compensatoire
dans l'axe d'outil avant le déplacement d'approche.
L'importance du déplacement compensatoire dépend du pas
de vis. Le trou doit présenter un emplacement suffisant!
X
Z
Q203
Q253
Q239
Q201
Q204
Q200
X
Y
Q207
Q335