4 cycles d'usinage de motifs de points – HEIDENHAIN TNC 426 (280 474) Manuel d'utilisation
Page 223
Advertising
207
TNC 426, TNC 430 HEIDENHAIN
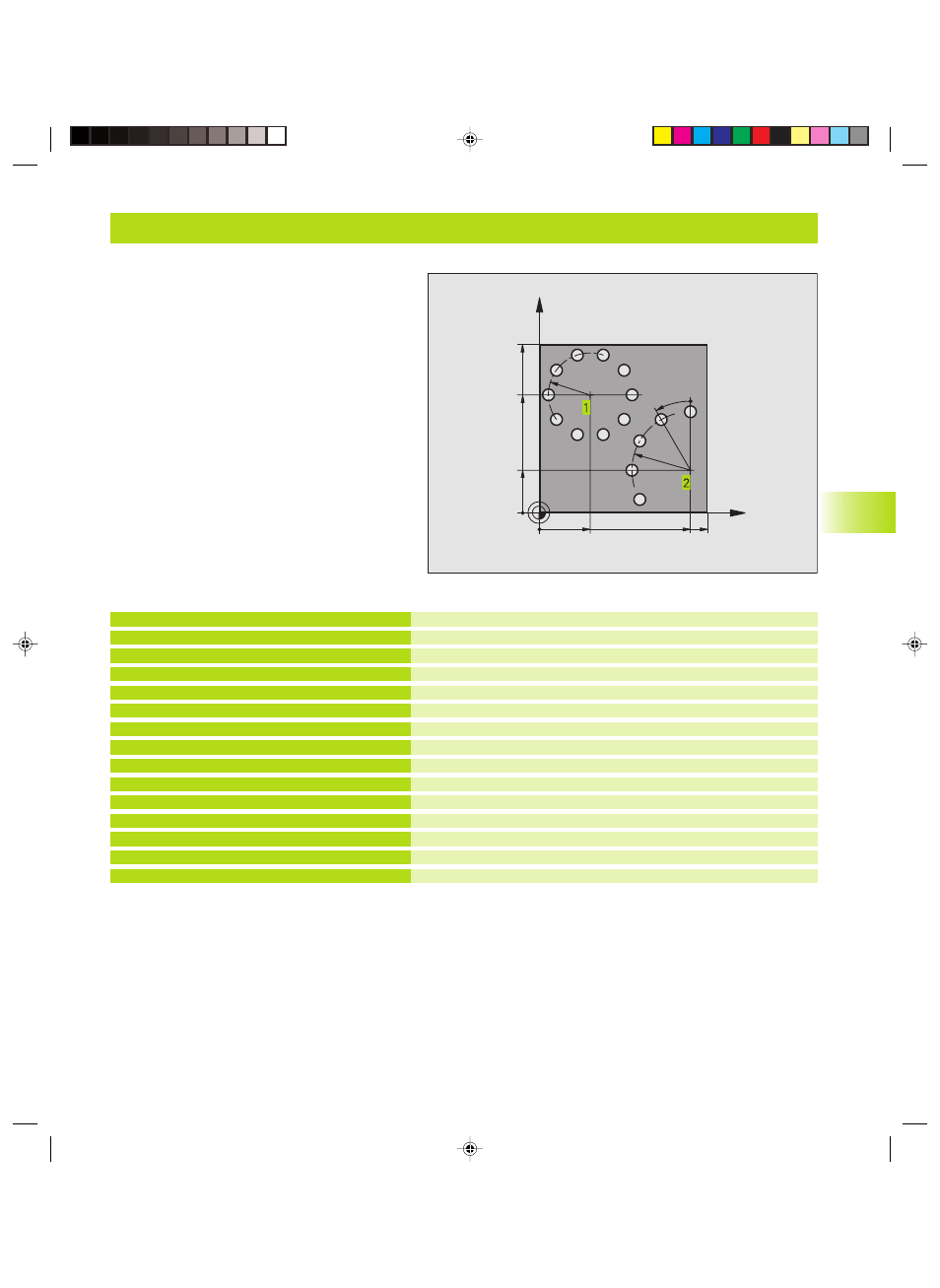
Exemple: Cercles de trous
Définition de la pièce brute
Définition de l'outil
Appel de l'outil
Dégager l‘outil
Définition du cycle Perçage
0 BEGIN PGM CERCTR MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S3500
5 L Z+250 R0 F MAX M3
6 CYCL DEF 200 PERCAGE
Q200=2 ;DISTANCE D'APPROCHE
Q201=-15 ;PROFONDEUR
Q206=250 ;AVANCE PLONGEE PROF.
Q202=4 ;PROFONDEUR DE PASSE
Q210=0 ;TEMPORISATION
Q203=+0 ;COORD. SURFACE PIECE
Q204=0 ;2ème DIST. D'APPROCHE
Q211=0.25 ;TEMPO. AU FOND
8.4 Cycles d'usinage de motifs de points
X
Y
30
70
100
100
R25
R35
30°
90
25
Kkap8.pm6
28.06.2006, 11:25
207
Advertising
Ce manuel est liée aux produits suivants: